When to Use Different Layer Heights
Printing is fastest and produces the best prints with the right layer height. Choose the layer height with the material settings in PreForm.
You can use PreForm to quickly prepare and print your models without having to tweak an endless number of settings. With “0.05 mm” as a great default layer height, you can expect flawless prints with almost every model using Formlabs’ resin. This article looks at when you should use the other material settings, such as “0.025 mm” or “0.1 mm”.
Changing the Layer Thickness
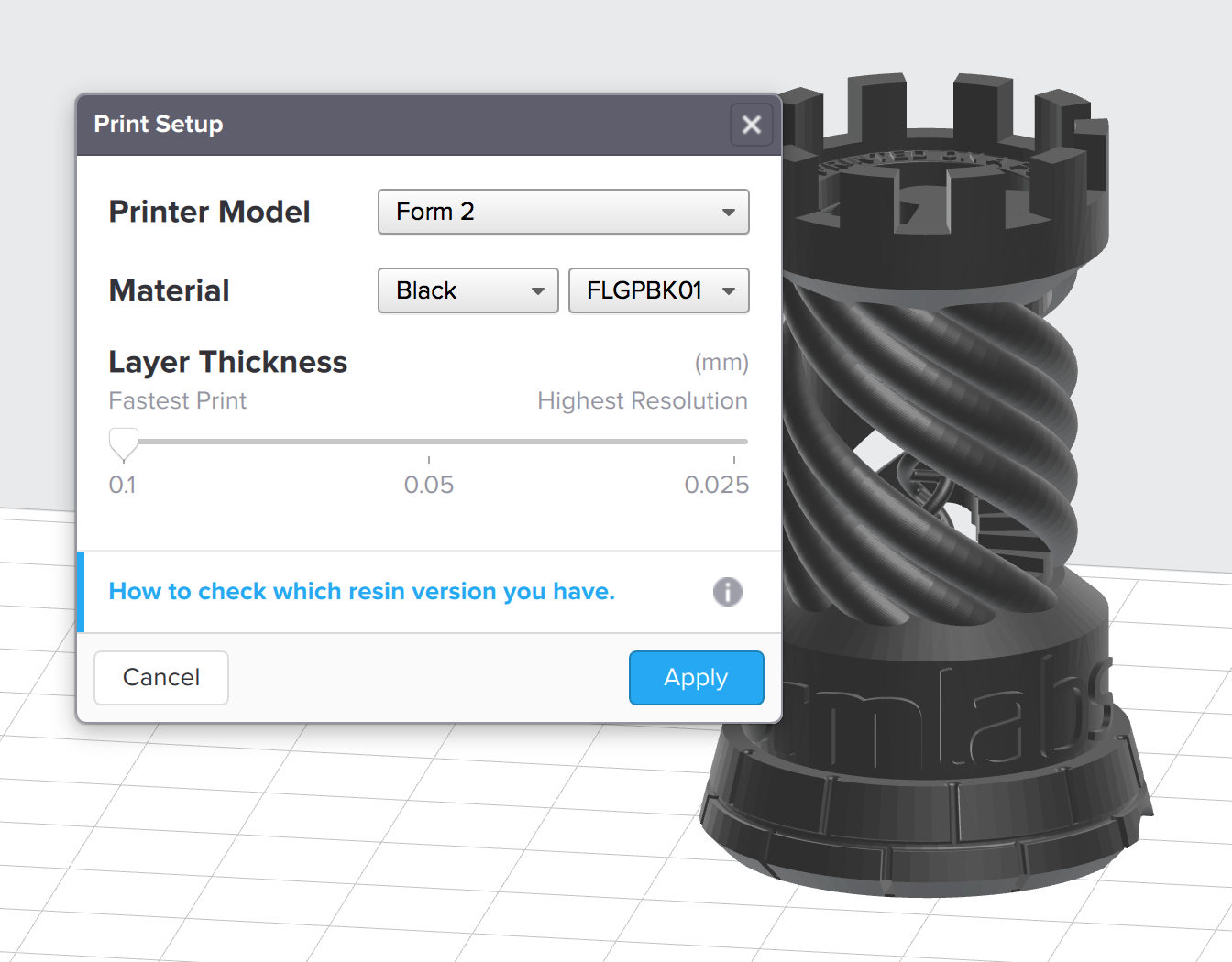
You can change the layer thickness by clicking on the button next to “Print Settings” on the toolbar at the bottom of PreForm.
This will bring up the “Print Setup” menu. Here you can set the layer thickness to a particular resolution (e.g., 0.1 mm) and the material to a particular type of Formlabs’ resin (e.g., Grey). The layer thickness refers to the height of each layer of resin cured to create your part. Since these measurements are fractions of a millimeter, they are often given in terms of microns (1 micron = 1 µm = 0.001 mm). To put that in perspective, 100 µm is approximately the thickness of a sheet of paper or a human hair; 7 µm is approximately the diameter of a red blood cell. The Form 1+ comes with settings for 0.025 mm, 0.05 mm, and 0.1 mm (25 µm, 50 µm, and 100 µm respectively).

Layer Height Options
The technical properties of different resins allow some layer heights to be limited. Check which resin types you are using with the table below:

Speed
Thin layers significantly increase print time, when compared to the 0.1 mm layer thickness. Change the layer thickness in the Print Setup menu, then select the print time estimator in the bottom toolbar to approximate and compare print times with different settings.
When printing at 0.05 or 0.025 mm, the Form 1+ and Form 2 use the 0.1 mm layer height print for the base and early support layers, then the printer switches to the selected layer thickness when printing parts of your model. When the base’s raft or supports are large relative to your model, these early “coarse layers” can make a significant difference in print time.
Layer Thickness and Print Quality
Traditionally, extrusion-based 3D printers have emphasized the layer height (such as 0.1 mm or 0.27 mm) as the main indicator of accuracy or quality. One reason for this may be that 3D prints made with this technology typically have visible ridges between different layers. Smaller layer heights can help to reduce but not eliminate these defects. Layer height alone does not determine part quality. See the two rooks to compare the same model printed at 0.1 mm on the Form 1+ and an FDM machine.


The 0.1 mm settings produce beautiful, smooth prints and are a great place to start. Because the Form 1+ and Form 2 use a different and more accurate technology to create 3D prints, there’s much less need to pursue smaller and smaller layer heights. Without a microscope it is difficult to identify Form 1+ parts printed using 0.1 mm layers from parts using 0.05 mm, or even 0.025 mm layers.
TIP
Keep print time in mind! 0.1 mm prints finish in roughly a quarter the time of prints with 0.025 mm layers.


When to Use 0.025 mm
The Form 1+ and Form 2 can be used to capture incredibly small details in your model not possible on other desktop 3D printers. If you’re not sure which setting to use, then the 0.05 mm setting is a great balance between capturing fine detail and having a print finish in a reasonable amount of time. The 0.025 mm setting should be reserved for models of exceptionally high resolution.

When to Use 0.2 mm
The Form 1+ can also produce reduced-resolution prints at a remarkable speed. This resolution is only available when printing with Formlabs Clear resin and is selected through the Preform interface. Our 0.2 mm setting is perfect for moments when speed takes priority over surface quality. Printing at 0.2 mm resolution is typically twice as fast as printing at 0.1 mm and significantly faster than printing with an FDM printer at the same resolution.