ULTIMAKER FAQ
What does a successful first layer look like?
When you turn on the Ultimaker for the first time, you need to calibrate the build plate to get a good adhesion and improve the print quality. If the distance between the nozzle and build plate is too big, your print won’t stick properly to the glass plate. On the other hand, if the nozzle is too close to the build plate, it can prevent the filament extruding from the nozzle.
Successful first layer
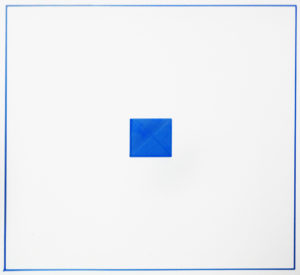
When 3D printing, it’s very important that the first layer is nicely pressed onto the glass plate with flat lines of filament and no gaps in between. Check out the below images to see a successful first layer and two unsuccessful ones.
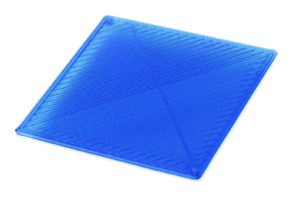

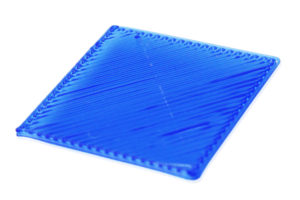
Successful first layer ✔ Build plate too tight to nozzle ❌ Build plate too far from nozzle ❌
How to calibrate the build plate
To get the correct distance between the build plate and the nozzle, you need to level the build plate. To find out how to do this, use the guide that relates to your 3D printer:
- Ultimaker 3
- Ultimaker 2+
- Ultimaker 2 Extended+
- Ultimaker 2 Go
- Ultimaker 2
- Ultimaker 2 Extended
- Ultimaker Original+
- Ultimaker Original
Print test to check first layer and calibration
To check how well the build plate of your Ultimaker is calibrated several calibration prints are available. We have also placed one on the SD card of your Ultimaker (except Ultimaker 3): the MiniCalTest. When you start this print, it first prints a skirt that covers the complete build plate before printing the model. This way you can easily check the calibration at several points on the build plate and adjust the height of the build plate if necessary.
Calibration test
From time to time, you may experience some printing issues, leading to ugly or failed prints. But don’t worry, it’s often down to something simple that’s easily, fixed, tweaked or adjusted.
To figure out how you can improve these prints, we’ve set up a visual troubleshooting guide for 3D prints. This guide shows all kinds of ugly prints and explains what may have caused them, which can either be hardware, software or material related. Simply match your print with one of the examples shown and follow the guide to learn how you can improve your print.
Depending on the type of Ultimaker 3D printer you have, the position of the power cord is different. This quick guide shows you how to position it correctly.
Tip: You can check if the cable is locked in place by giving it a gentle pull. It should only disconnect if you pull back the sliding mechanism.
How to plug in 3D printers from the Ultimaker 3 family
When you plug the power adapter into your 3D printer, the flat side of the cable needs to point downwards. Before you push the cable firmly into the port, you have to pull the sliding mechanism back. When the cord is in the printer, you can let go to lock it into place.

How to plug in 3D printers from the Ultimaker 2(+) family
When you plug the power adapter into your 3D printer, the flat side of the cable needs to point upwards. Before you push the cable firmly into the port, you have to pull the sliding mechanism back. When the cord is in the printer, you can let go to lock it into place.

Plugging in the power cord to an Ultimaker 2+
Plugging in the Ultimaker 2 Go or Ultimaker Original+
When using an Ultimaker 2 Go or an Ultimaker Original+ the flat side of the cable needs to point downwards.

Correct orientation Ultimaker 2 Go power cord
Before you start any print, you need to load filament through the feeder into your Ultimaker. If you’re using your Ultimaker for the first time, you’ll do this after you’ve leveled the build plate. It’s really important to load the filament correctly to ensure you get the best print results.
Important note for inserting filament to Ultimaker 3 and Ultimaker 2(+) 3D printers
When using a 3D printer from the Ultimaker 3, Ultimaker 2+ or Ultimaker 2 Family it’s important to forward the material through the bowden tube at the right moment . This is when the material appears in the bowden tube. As soon as it does, press “Continue” on your Ultimaker to avoid material jamming in the hot end.

Make sure to forward the filament when you see it in the bowden tube
How to load the filament?
Before the filament can be loaded, the filament spool needs to be placed on the spool holder. Once you’ve done this, you can insert the filament into the feeder and guide it through the bowden tube into the hot end.
For detailed instructions on how to insert filament into your Ultimaker, you can take a look at the manual of your 3D printer:
- Ultimaker 3
- Ultimaker 2+
- Ultimaker 2 Extended+
- Ultimaker 2 Go
- Ultimaker 2
- Ultimaker 2 Extended
- Ultimaker Original+
- Ultimaker Original
If you experience difficulties when loading the filament, please take a look at our troubleshooting guides.
Depending on which printer you have, you might find a few different errors. Here you can find an overview of the meaning of these errors and how to easily fix them.
Note: Always make sure that the printer is turned off and disconnected from the power supply before starting to troubleshoot the error.
Error messages you might encounter on the Ultimaker 2(+) Family
Error – Stopped Temp Sensor
This error is mainly caused due to a connection problem – this could be when the sensor that measures the temperature of the nozzle is damaged, or there’s a bad connection on the main board. This means that the PT100 sensor is not registering the values correctly, and for safety reasons it will prevent the nozzle from heating up.
Follow these easy steps to fix the Temp Sensor error.

Connect the PT100 sensor to TEMP1
Error – Stopped Temperature Sensor BED
The heated bed has a sensor that registers the temperature values. The printer will show this error when it’s registering incorrect values. It’s there as a safety measure to ensure the heated bed can’t reach temperatures that are too high. This issue usually happens due to connection problems.
You can learn how to know if there is a bad connection by following a few steps here.
Error – Heater Error
If the sensor doesn’t register a steady (increase in) temperature, this error will appear. This usually means that the heater cartridge is not properly connected, so it will be turned off to avoid overheating the nozzle. However, there are a few other things that could cause this issue.
Follow these easy steps to fix the heater error.


X or Y Switch Broken
This error appears when one of the limit switches is not activated. The print head should always move towards the back left corner while homing and in order to set the origin point, the print head has to press the X and Y limit switch. When this doesn’t happen, the error will be shown on the display.
We recommend a few checks to figure out why the X or Y switch error occurs.

Z Switch Broken or Z Switch Stuck
The function of the Z limit switch is to ensure that the build plate will not move further down than the bottom of the Ultimaker. If one of these errors is shown on the display it means that the Z limit switch isn’t activated for two possible reasons: the Z limit switch cannot be pressed, or the lever of the switch isn’t able to switch back.
Both errors can be solved the same way, as you can see here.

Z limit switch location
Error while reading SD card
When this error message is shown there are a few simple checks you can easily do. The problem might be the SD card itself. Otherwise, it could be a problem with the UltiController electronics. We advise you to contact one of our local support teams to help you out.
You can read more information about this error here.
Safety circuit error
The safety circuit error appears when the safety circuit of the main board has been activated, in order to prevent any electrical damage. A possible cause is that the jumpers on the main board have fallen off.
You can solve this problem by taking a look at the bottom of the Ultimaker as shown here.

The Ultimaker electronics cover
Error messages you might encounter on the Ultimaker Original(+)
MINTEMP/MAXTEMP error
Ultimaker printers have a temperature sensor that can measure the temperature of the nozzle. This error will appear when the sensor is registering incorrect values, and will stop the nozzle from heating up for safety reasons. If the error MINTEMP is shown, it means the printer is registering a temperature that is too low , below 5°C, while the MAXTEMP error indicates that the temperature registered is too high, above 300°C. A problem with the connection is the most common cause of this error.
These errors can be fixed as shown here.
MINTEMP/MAXTEMP error bed
This error happens if the heated bed sensor registers inaccurate values. For safety reasons, this error will prevent the heated bed from heating up. The error MINTEMP means that the temperature registered is too low, while MAXTEMP means that it is registering a temperature that’s too high. Usually these errors happen because of problems with the connection on the main board or the heated bed, but it can also be that the sensor itself is damaged.
You can easily verify the connections as explained here.

Heated bed connection
Heating failed
The printer will encounter this error when it can’t heat up the nozzle, this will probably also cause the UltiController to flash. This issue is usually caused by a bad connection and can be fixed by taking a look at the heater cartridge cables.
For more details you can read the explanation here.

Ultimaker Original’s main board looks different
If you come across other issues, please check out our full troubleshooting section or get in touch with your local point of sale.
To keep the BB print core in optimal condition it is necessary to clean it occassionally. If there is no material flowing from the print core for at least 10 minutes it could suggest that there is some burnt PVA material in the nozzle, leading to a nozzle clog. In this case, the BB print core should be cleaned by doing several hot pulls and a cold pull with PLA material, as described below.
Note: Make sure there is no material in the print core when you start this procedure.
Preparing
- Go to Material/PrintCore > PrintCore 2 (BB print core) > Set temperature and set the temperature to 230 °C.
- Remove the clamp clip from the top of the print head.
- Loosen the bowden tube by pressing on the tube coupling collet and pulling the bowden tube out while doing this.
- Place the print head in the front right corner to avoid bending of the XY axles when applying pressure to the material during a hot pull or cold pull.


Hot pull
- Cut off approximately 30 cm of PLA with a straight cut and try to straighten the material as much as possible.
- When the nozzle reaches the target temperature of 230 °C gently insert the piece of PLA into the print head until you feel some resistance.
- Hold the piece of PLA with pliers and gently apply pressure to the material for ±2 seconds so that it extrudes from the nozzle.
Caution: The use of pliers is required to prevent injuries on your hands in case the material breaks.
Note: Applying too much pressure to the material is almost impossible, the Ultimaker 3 will not get damaged. If there is no extrusion, apply more pressure.
- Pull the material out with a quick, firm pull once the 2 seconds have passed.


- Check the color and the shape of the tip of the material that you have pulled out. Compare it with the pictures below to see if it looks as clean as the picture on the right.


- Repeat this hot pull process at least once and until the tip of the material is completely clean. This could mean that you have to do the hot pulls more often. After completing the hot pull process, manually flush some material through the print core with pliers and take it out again.
Cold pull
- Take a new piece of PLA and insert it into the print head by hand until you feel some resistance.
- Hold the piece of PLA with pliers and gently apply pressure to extrude some material.
- Lower the temperature of the print core to 75 °C. Keep pressure on the material with the pliers until the print core reaches a temperature of 120 °C.
Note: The slight pressure on the material while cooling down is required to prevent air from entering the nozzle.
- Wait until the target temperature of 75 °C is reached.
- Grab the material with pliers and pull it out with a quick, firm pull. The material should now look like this.

Re-assembly
- Insert the bowden tube into the print head.
- Re-attach the clamp clip and keep pressure on the bowden tube while doing this.
The correct packaging for the transfer of the printer is very important and there are some procedures to follow before putting the printer in its box. We cite Them here along with instructions on how to place the styrofoam pieces. Please read the instructions for each section before you start packing.
If you are returning the printer for repair, please only pack the printer unit and its cable. Do not return the extra accessories, such as the glass plate or the reelholder.
If you are sending the printer for other reasons (such as return, change, etc.) Please include all accessories. All accessories fit into the cardboard box at the top of the foam. Under no circumstances leave the glass inserted in the printer during shipment.
Ultimaker is not liable for any damage done during shipment when the printer is returned for repair with warranty. Proper packing for transportation significantly reduces the risk of damage. The user accepts all risk and financial responsibility.
To protect the alignment of your printer and its endstops terminals, it is important to secure the head. Do this using two zipties (cable tie), one from front to back and the other from left to right. Place the head in the upper left corner of the printer. If There are no zipties available, use rope or wire making a knot.
Use one ziptie to secure the rod that crosses the head from front to back inside the rod shaft on the left side. Use the other ziptie to secure the rod that crosses the head from left to right in the shaft of the rod in front. Confirm that ONLY the two rods are in the knot. Do not tie the belts or the front panel to the rods. Tighten the zipties to the point where the head does not move, but not so tightly that pressure is exerted on the rods.
To protect the Z-stop it is important to keep the heated dish from falling down. Place Airplane (Bubblewrap) or paperboard pieces under the plate to keep it from breaking the Z-stop. The ‘ cushion ‘ under the plate must have about 6.5 mm thick.
Insert the extra accessories into the accessory box. The Powerbrick fits in the middle. Place the Powercord inside one of the side sections.
Before you put the printer in the box, you should match the foam. Place the base foam in front of you so that the two noses are facing you. Many find it easier to place the strap under the foam base from the beginning. There is a notch where the strap is placed. If It is believed that your strap is blocking, you can put it aside for now.
Place the printer over the foam of the base with its front side facing you. The rectangular pit on the left accommodates the electronic cover and the empty space between the noses accommodates the screen cover. When the printer is positioned correctly, it will sit securely in the foam and will not move.
Then place the back foam. THE rear foam has a triangular hole where the feeder enters. You Need to slide the printer a little forward to get the foam into the correct position. There’s a notch to the top on the left where the Bowden tube fits.
Then Place the front foam. The Front foam has a round hole to suit the Ultimaker thread. If You experience difficulty, confirm that the noses go into the front foam and not below it. There is a notch on the top of this piece as well for the Bowden tube.
The cardboard box of the accessories is placed in the cavity above the printer. Once Everything is fitted, secure the strap. You May need to adjust the length.
You Are now ready to put the printer in its box. Be Sure to seal the box with duct tape in all directions.
Occasionally, you might run into issues when using Cura. To solve these issues you can visit multiple sections on the website.
- If you haven’t already, a good place to start is by reading the full Cura manual first, which can be found here
- If your issue wasn’t solved by reading the Cura manual, you should try to find your answer in the FAQ section.
- For more information the troubleshooting guide and tips and tricks section can be consulted.
When the nozzle of your Ultimaker is clogged or blocked, this will prevent the material (or hardly any) from being extruded. This blockage is usually caused by dirt or carbonized material in the hot end.
Several methods can be applied to remove the blockage. This page describes which steps must be taken to clean the nozzle and continue printing again.
Manually extruding material
The easiest way to check the severity of the blockage is by manually extruding some material. In some cases, the nozzle is clogged with just a tiny particle that will come out when some extra pressure is applied. Take the following steps to do this:
- Ultimaker 3 (Extended): Go to ‘Material/PrintCore’ → ‘Material 1’ or ‘Material ‘2’ and select ‘Move’. Wait for the print core to heat up. When the temperature is reached, rotate the button at the front of the Ultimaker to forward the material. You can put some extra force on it by pushing the material into the feeder while doing this.
- Ultimaker 2(+) Family: Go to ‘Advanced’ → ‘Move material’ and wait for the nozzle to heat up. When the temperature is reached, rotate the button at the front of the Ultimaker to forward the material. You can put some extra force on it by pushing the material into the feeder while doing this.
- Ultimaker Original(+): Go to ‘Control’ → ‘Temperature’ → ‘Nozzle’ and set it to the temperature that is required for the material you’re using. Manually extrude the material by rotating the wooden gear of the feeder and push the filament to apply some extra pressure if necessary.
Now check if material is being extruded from the nozzle. If you manage to achieve proper extrusion after manually pushing the filament through, there’s a big chance that the blockage has been cleared. Start a new print to check if it has been resolved completely, and if not, follow the next steps on this page.
Applying the Atomic Method to unclog
When the nozzle is clogged by dirt or carbonized material that is bigger than the nozzle diameter, it is impossible to push it through the nozzle. In this case, the only way to remove the dirt is by taking it out from the top. This can be done by applying the Atomic Method (Ultimaker 2(+) Family) or applying hot and cold pulls (Ultimaker 3), which are both simple yet very effective approaches. With these methods you basically let all the dirt or carbonized material stick to a fresh piece of material, after which you can pull it out.
Check out the full guides to learn how to clean the print core on an Ultimaker 3 or how to apply the Atomic Method on other Ultimaker 3D printers.

Applying the Atomic Method helps to unclog an Ultimaker nozzle
Unclogging by using a needle
Sometimes it’s possible to unclog the nozzle with a needle. To do that, you must heat up the nozzle and insert the needle into the nozzle from the bottom side. It is important that the needle is thinner than the nozzle diameter; for example, you could use an acupuncture needle. Be careful not to push the needle against the sides as this might damage the nozzle on the inside. Simply insert it and take it out and check if any residue comes out of the nozzle.
Caution: Be careful not to burn your fingers as the nozzle and residue can be hot. You can use a cloth to protect your fingers from the residue.

Unclogging an Ultimaker nozzle by using a needle
Replacing the nozzle
If none of the above methods helps to resolve the clogged nozzle, there’s a chance that the nozzle will need to be replaced. For 3D printers with a separate nozzle (or Olsson Block), this is very easy. You can just unscrew the nozzle from the hot end (after removing the material) and attach the new nozzle to it. If you have an Ultimaker 3 (Extended) you can replace the print core, although this doesn’t have to be necessary if you clean it properly. Take a look at these pages for detailed instructions:
- Ultimaker 3
- Ultimaker 2+
- Ultimaker 2 Extended+
- Ultimaker 2 (Extended) with Olsson Block
For the Ultimaker 2 (Extended) without Olsson Block we recommend following the steps in our guide on how to replace the hot end. Instead of replacing all the hot end parts, you can just replace the nozzle.
In its simplest form, under-extrusion is when the printer is unable to supply the right amount of material. You’ll know if your printer is under-extruding as you’ll see missing layers, very thin layers, or layers that have random dots and holes in them. This problem is probably the trickiest to find the direct cause as there are so many variables to consider, but we’ll take you through them here and give you helpful pointers to remedy it.

Ultimaker robot shows signs of under-extrusion
Note: If your print is just missing a single layer in the print, this is not under-extrusion. In this case there’s a ‘skipped layer’ problem, as described here.
Material and material settings
The first and easiest things to check if your print is suffering from under-extrusion are the material settings. It’s important that the material profile on your Ultimaker (or material settings in Cura) matches the material. For example, a temperature setting that’s either too high or too low can lead to problems. When the temperature is too low, the material won’t melt properly as cooler plastic is more viscous and requires higher pressures to push it through the nozzle. Eventually, the pressures will simply become too high and under-extrusion happens. On the other hand, when the temperature’s too high, it can cause problems as the properties of the material will start to change if left in the nozzle for too long, causing clogs. Please check your filament spool for the proper temperatures.
Closely related to the temperature are the nozzle size, the print speed, and layer height. These settings define the flow rate, which is the volume of material that is extruded per second. If you want to push through more material than your Ultimaker is capable of, this will lead to under-extrusion. There should always be a good balance between the temperature and speed. At higher temperatures, you can print faster, but when printing at lower temperatures you might have to decrease the speed to get a proper extrusion.
Besides material settings, it’s also possible that the material itself is causing the problem. For example, the filament can sometimes get tangled after removing it from the 3D printer – this is where it gets stuck before entering the feeder. Therefore it’s always a good idea to check that the filament isn’t overlapping on the spool before you start printing.
Another reason can be the absorption of too much moisture by the filament. Some materials (especially PVA) are very sensitive to moisture and can loose quality when used or stored in a humid environment for too long. Correct handling and storage of the material is very important in this case. For the optimal conditions for your materials, we recommend to take a look at the material guides.
The feeder
The feeder is the part of an Ultimaker that literally ‘feeds’ material into the 3D printer and is, therefore, the first component that could cause extrusion problems. A few symptoms that could indicate your feeder is causing under-extrusion:
- The material is hardly moving towards the hot-end
- Material grinds in the feeder
- The feeder is ticking back/skipping

When the material doesn’t move through the bowden tube and hot-end properly, it could mean there’s friction in the bowden tube or hot-end, or that the feeder doesn’t have enough grip on the material. In the latter case, the feeder tension could be too low. This can easily be diagnosed by taking the material out of the 3D printer and checking if there are visible marks on the material. If the material is completely smooth, it means the feeder tension is too low.



Contrary to this, it can also be that there’s too much tension on the feeder. When this happens, the material is basically being ‘squeezed’ in the feeder, causing it to flatten and can’t be pushed further. Consequently, the feeder will dig into the material and ‘eat it away’. This is called grinding. Additionally, the feeder could also start making a ticking sound or skip back. Grinding and skipping can also occur when there’s a blockage in the hot-end, but this will be described in more detail later on in this guide. When your filament is ground down, it’s important to remove the material from the Ultimaker, clean the feeder and check the feeder tension before continuing. For a more detailed explanation on how to do this, you can take a look at this page.
The bowden tube
Once the material has passed the feeder, it will be forwarded through the bowden tube. It’s possible the material could actually experience friction in the bowden tube, leading to under-extrusion. There are a few possible reasons for this friction.
When the filament has been ground down, there’s a good chance that small particles from this ‘grinding’ have entered the bowden tube. These particles can cause friction in the bowden tube and eventually lead to under-extrusion. That’s why it’s best practice to check the bowden tube is clean if filament has been ground down inside it.
Friction in the bowden tube can also be caused by the filament on the spool. Towards the end of the spool, the coils are usually small and tight. When going through the bowden tube the filament will experience higher friction than if the filament was nice and straight. If you’re printing at the limit of what the printer can achieve, this additional friction can be enough to cause problems with your print.
The hot end
From time to time, you may experience under-extrusion due to a problem with the printer’s hot-end.

First of all, there could be a partial blockage in the nozzle, stopping the filament from running through properly. Such a blockage is often caused by some dirt or carbonized material in the hot-end. There are several ways of clearing this; therefore please take a look at this page that describes how to unclog a nozzle.
For all Ultimaker 3D printers except the Ultimaker 3 (Extended) another common reason for under-extrusion, especially after many hours of printing, is a deformed coupler. This is the white part in the hot end, which is called the PTFE coupler for the Ultimaker 2 Family and Ultimaker Original(+) and TFM coupler for Ultimaker 2+ printers. The coupler is a consumable item that wears over time and slowly changes shape on the inside due to heat and pressure in the hot-end. Eventually, this will cause friction to the material that has to pass through and causes under-extrusion. To check if the coupler in your hot-end is deformed, and instructions on how to replace it, you can take a look here.

A third hot-end related cause for under-extrusion could be a bad adjustment of the hot end itself (for example after you’ve replaced it). It’s important that parts fit well together so that there’s no distance in-between them. If the parts haven’t been placed correctly, there’s a chance that material will leak in-between them and eventually cause clogs in the hot-end. Take a look at the page about the hot-end adjustment for more detailed information on this.
If you have any more tips and tricks to share on how to improve under-extrusion, please share them in our community.