

Bambu Lab Studio: Οδηγός για Υψηλή Ποιότητα, Αντοχή και Ταχύτητα
🎉 Εισαγωγή
🧴 Υψηλής Ποιότητας Επιφάνεια (High-Quality Surface Finish)
Όταν ένα μοντέλο προορίζεται για έκθεση, καλλιτεχνική χρήση ή απαιτεί ακριβή εφαρμογή, η ανώτερη ποιότητα εκτύπωσης γίνεται προτεραιότητα. Ακολουθούν οι βασικές ρυθμίσεις στο Bambu Studio για βελτίωση της εμφάνισης και της ακρίβειας επιφάνειας:
Χρησιμοποιήστε Προφίλ Εκτύπωσης Υψηλής Ποιότητας
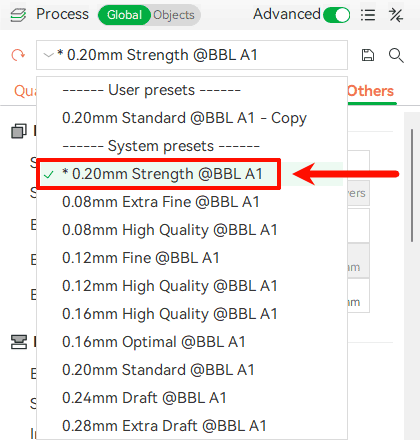
Μεταβείτε στο tab Process στο αριστερό πάνελ και επιλέξτε ένα preset με πιο λεπτό layer height, όπως “0.12 mm High Quality” ή “0.16 mm High Quality”, για καλύτερη λεπτομέρεια επιφάνειας. Το 0.12 mm προσφέρει υψηλότερη ανάλυση αλλά διαρκεί περισσότερο, ενώ το 0.16 mm ισορροπεί ποιότητα και ταχύτητα.
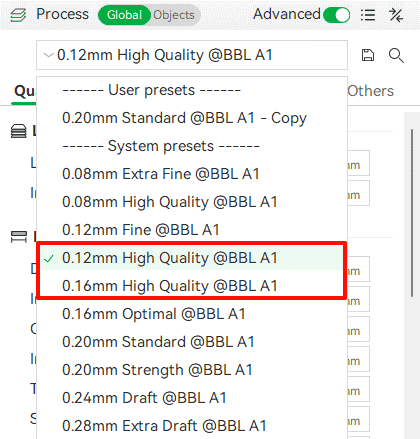
Το layer height επηρεάζει άμεσα την ομαλότητα επιφάνειας. Μικρότερα layer heights μειώνουν την ορατότητα των γραμμών κατά τον άξονα Ζ, προσφέροντας πιο ομαλές κλίσεις/καμπύλες και καθαρότερες λεπτομέρειες.
❗Σημείωση: Δεν συνιστάται η χρήση εξαιρετικά μικρών layer heights όπως 0.08 mm χωρίς λόγο. Απαιτούν άριστη κατάσταση εκτυπωτή και ακριβή έλεγχο εξώθησης. Ακόμη και μικρές υπερ/υπο-εξωθήσεις μπορεί να προκαλέσουν blobs, ανομοιόμορφο πάχος γραμμής και άλλα ελαττώματα, μειώνοντας την «ανοχή» στο σφάλμα. Επιπλέον, τόσο χαμηλά layer heights αυξάνουν την πιθανότητα προβλημάτων: ο μειωμένος ρυθμός εξώθησης αυξάνει τον χρόνο παραμονής του νήματος στο ακροφύσιο, κι υλικά όπως το PLA μπορεί να υποστούν θερμική υποβάθμιση ή ανθρακοποίηση, αυξάνοντας τον κίνδυνο φραξίματος.
Αποφύγετε τη Διασταύρωση Περιμετρικών Τοιχωμάτων (Crossing Perimeters) για μείωση του Stringing
Σε μη βελτιστοποιημένα μοντέλα, το κεφάλι εκτύπωσης μπορεί να ακολουθεί τη συντομότερη διαδρομή πάνω από τα εξωτερικά τοιχώματα (perimeters), προκαλώντας stringing ή μικρά blobs.
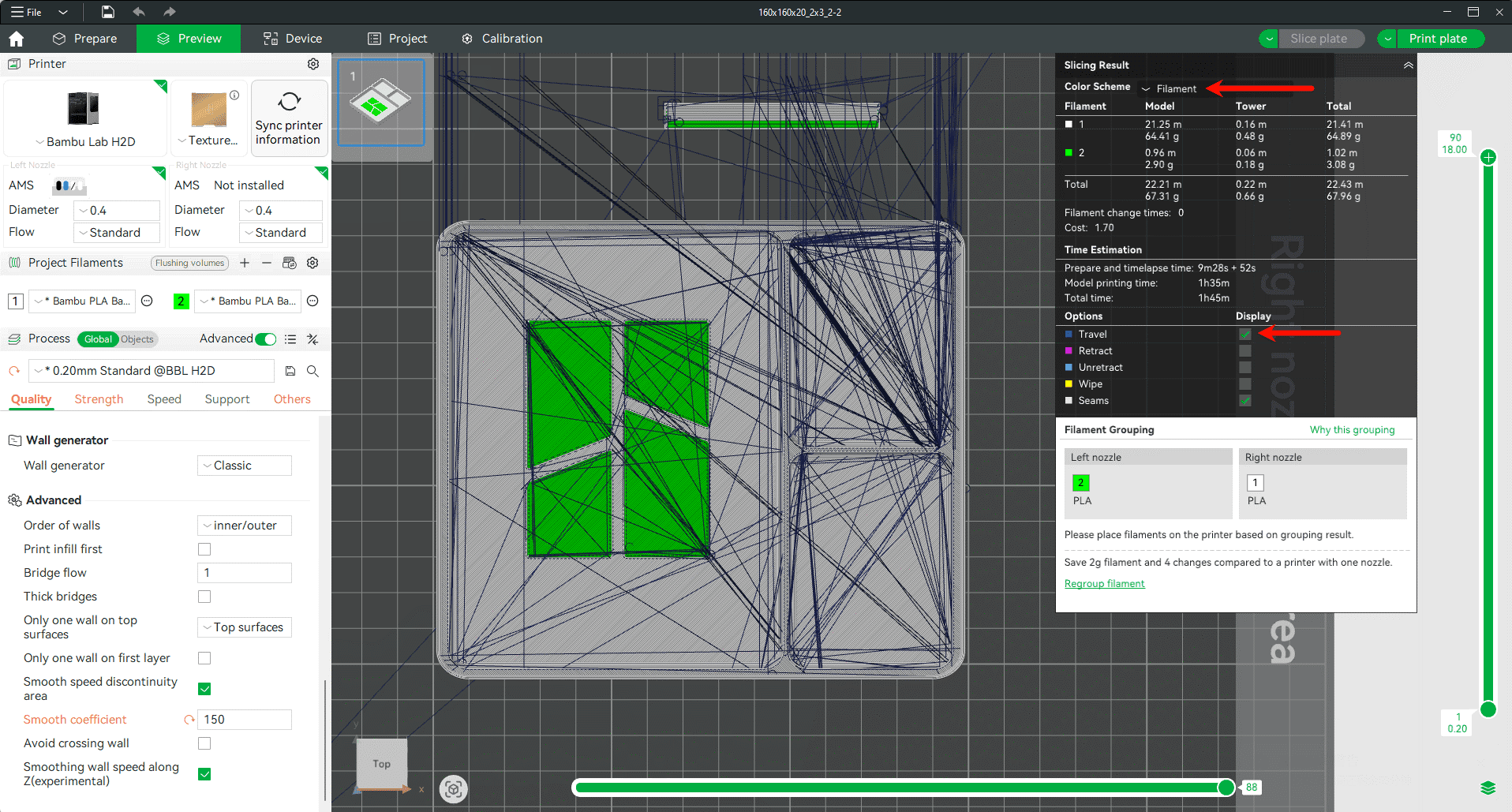
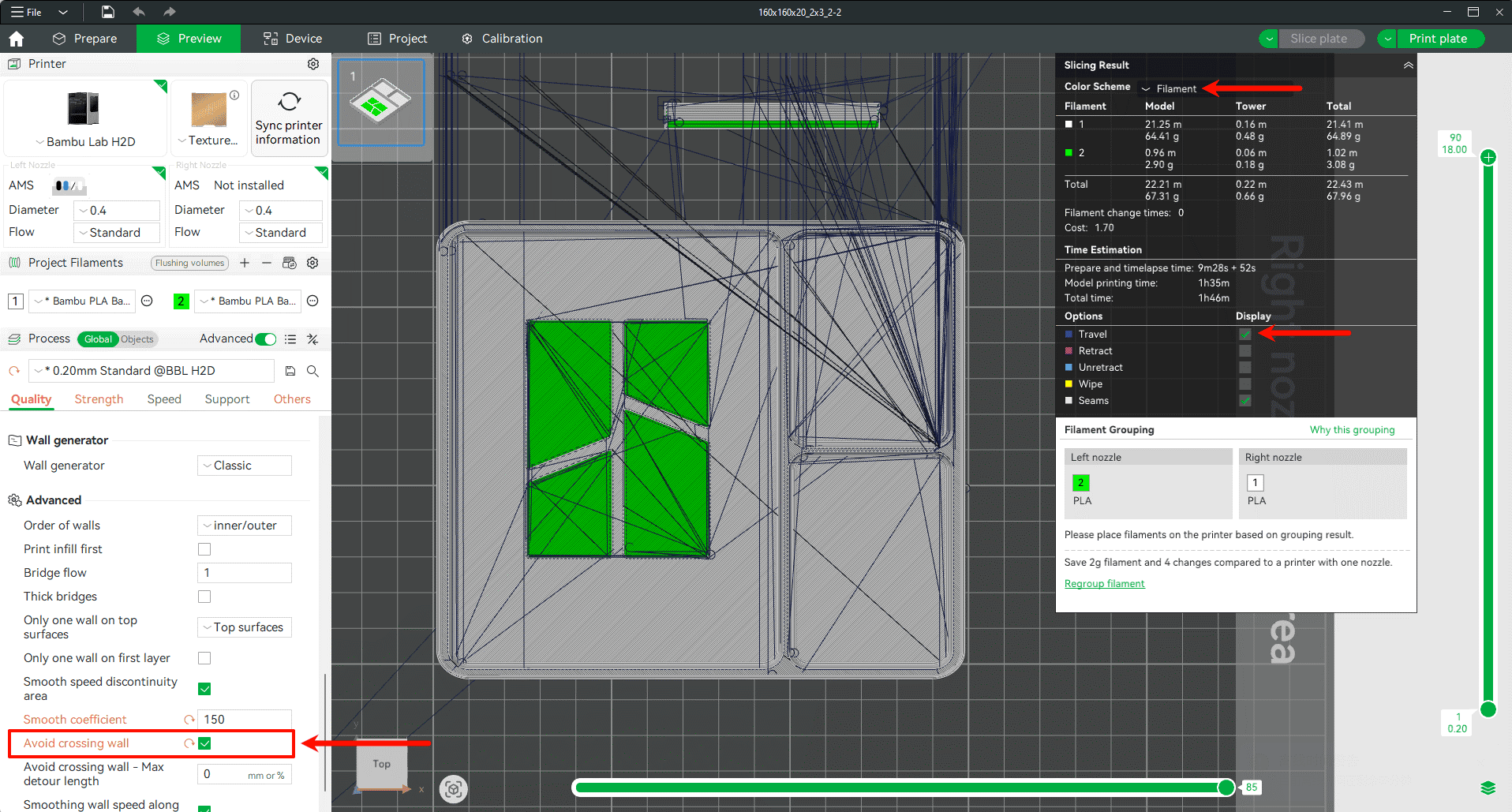
Βρείτε την επιλογή “Avoid crossing wall” στο Quality → Advanced. Όταν είναι ενεργή, ο slicer σχεδιάζει διαδρομές ταξιδιού εντός του μοντέλου, μειώνοντας/εξαλείφοντας stringing και blobs. Σημειώστε ότι αυτό μπορεί να αυξήσει τον χρόνο εκτύπωσης.
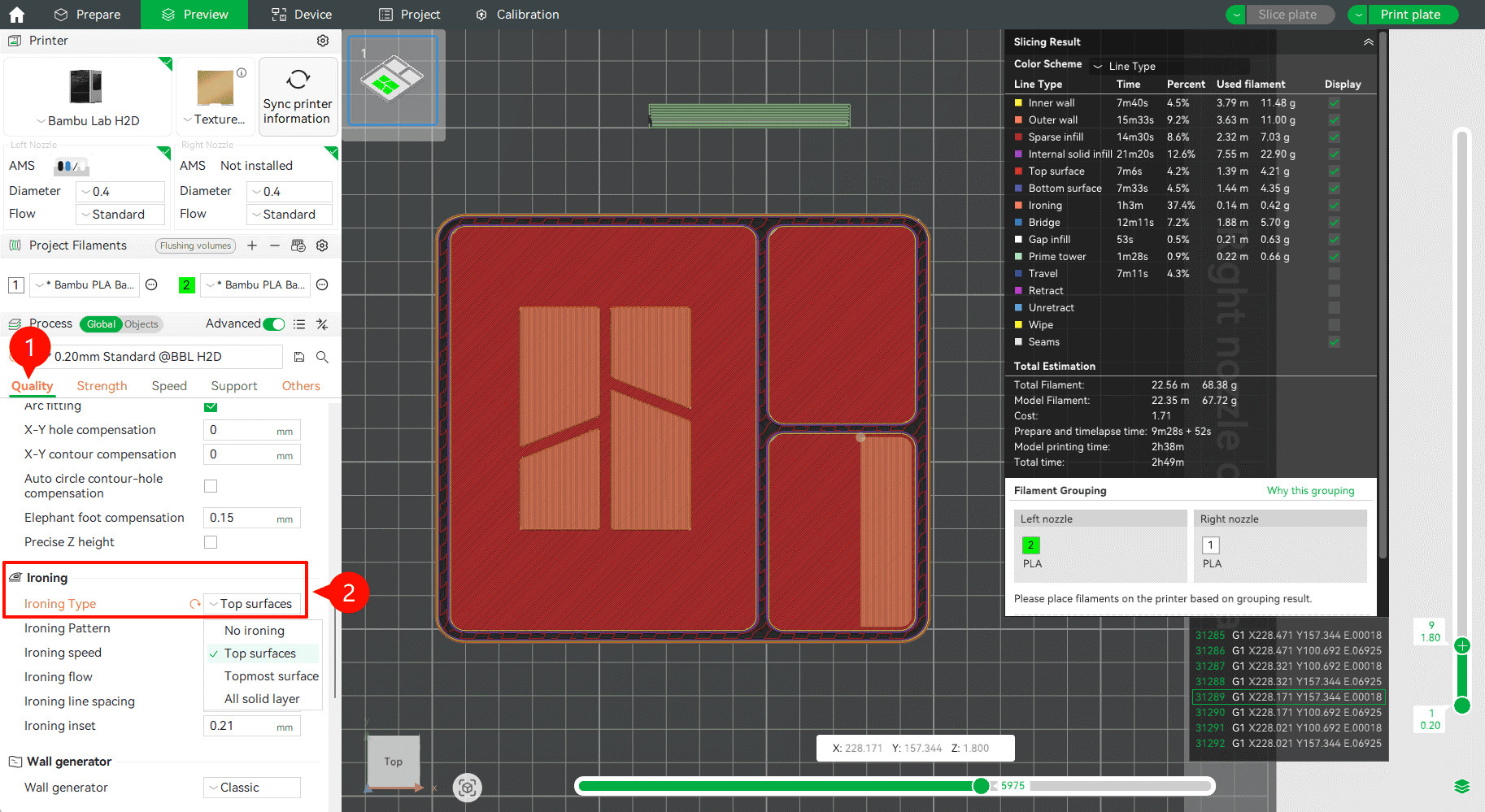
Ενεργοποιήστε το Ironing
Το Ironing επιτρέπει στο θερμό ακροφύσιο να «σαρώνει» τις επάνω συμπαγείς στρώσεις με ελάχιστη ή μηδενική εξώθηση, λειαίνοντας τις γραμμές και προσφέροντας πιο επίπεδη, γυαλιστερή επιφάνεια. Είναι ιδιαίτερα αποτελεσματικό σε μεγάλες, επίπεδες κορυφές ή ανάγλυφα σχέδια. Ενεργοποιήστε το από Quality → Ironing → Ironing Type → Top Surfaces.
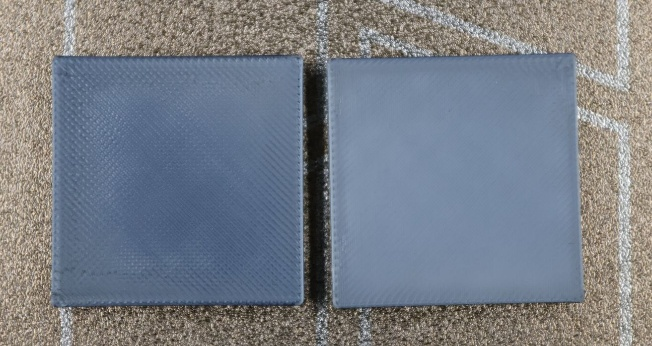
Το αποτέλεσμα φαίνεται καθαρά: μετά το ironing η επάνω επιφάνεια είναι εμφανώς πιο λεία/γυαλιστερή.
Βελτιστοποίηση Κορυφών & Καμπύλων: Μείωση του “Stair-Stepping”
Στην FDM, οι κορυφές ή οι κλίσεις συχνά εμφανίζουν «σκαλοπάτια» λόγω της στρωματικής κατασκευής.
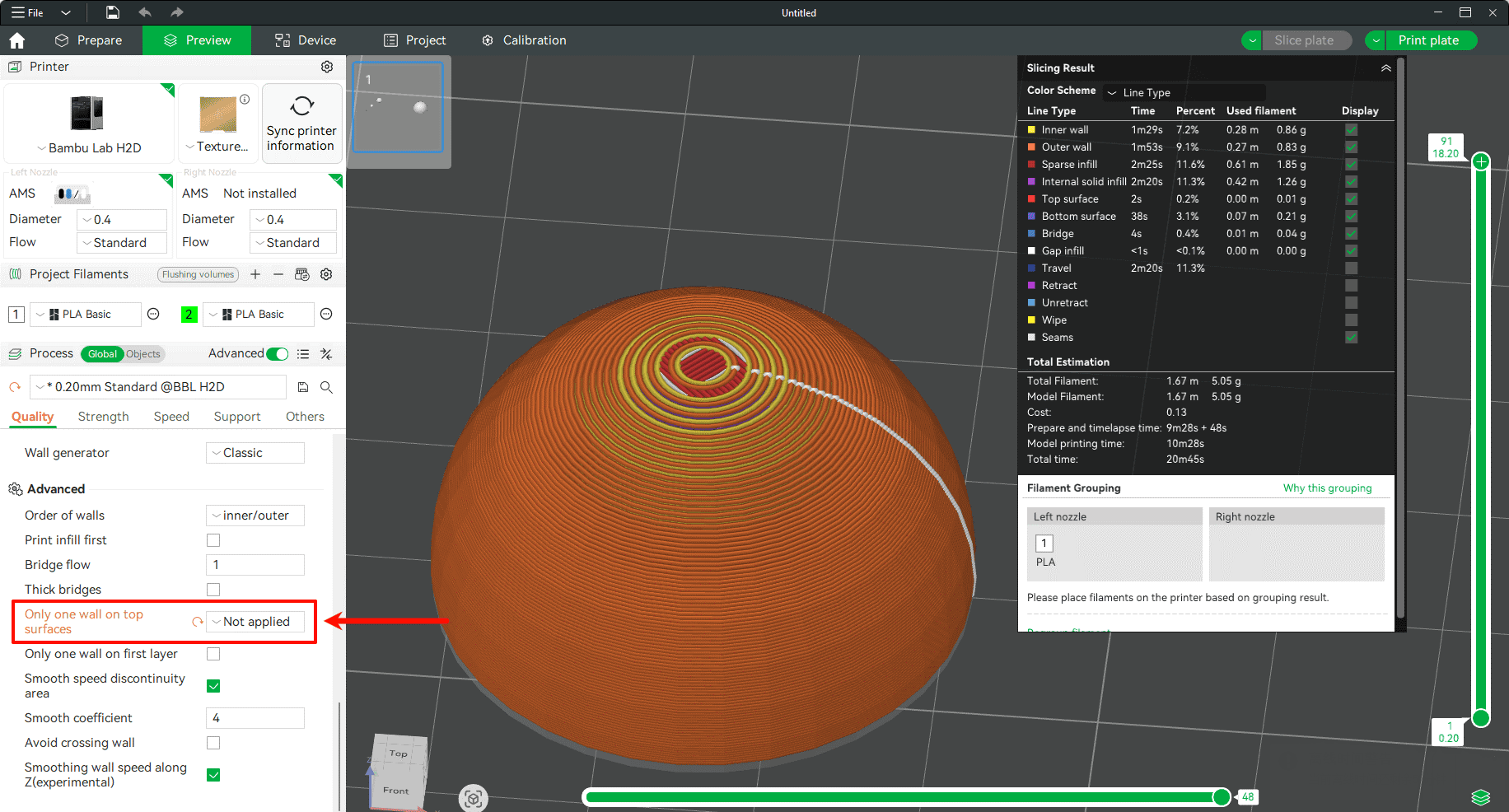
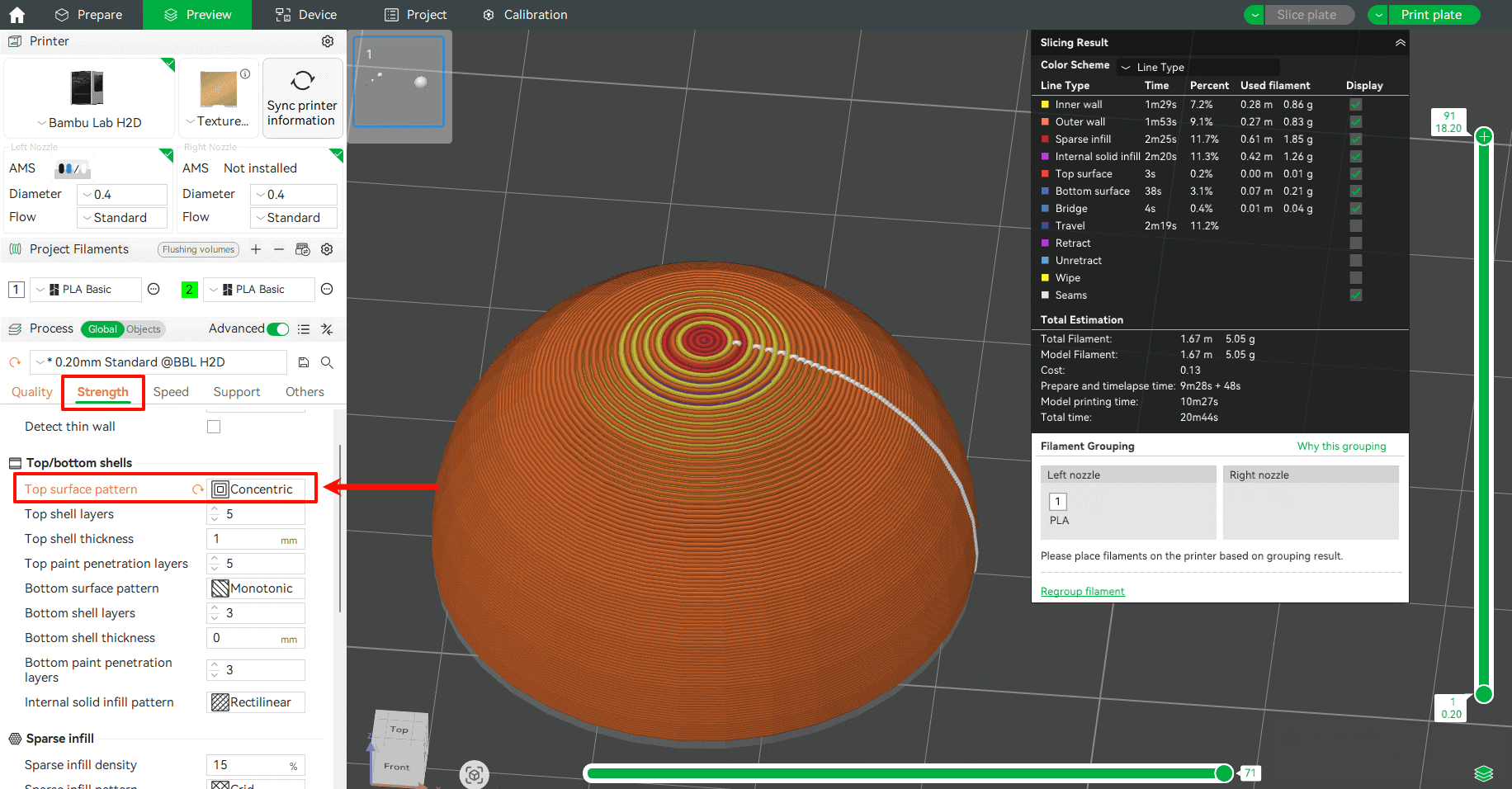
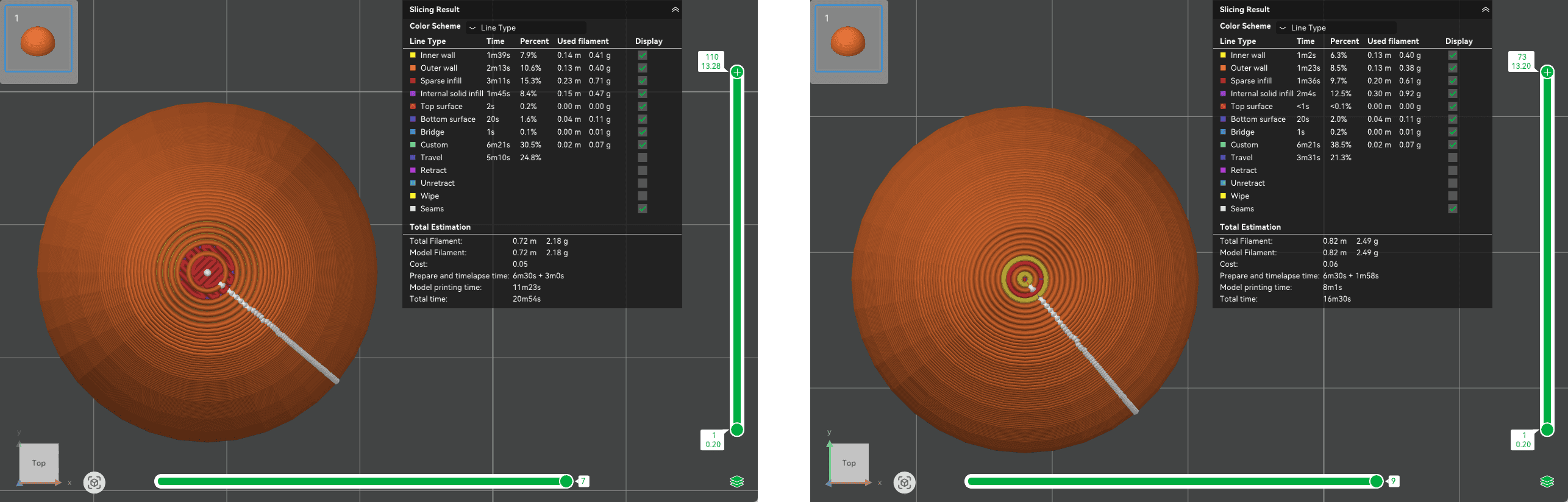
Για να τα μειώσετε, απενεργοποιήστε την επιλογή Quality → Advanced → Only One Wall on Top Surfaces επιλέγοντας “Not Applied”. Σε μοντέλα χωρίς κορυφαία επιφάνεια ή με πολύ μικρές κορυφές, αυτό βοηθά στη διατήρηση πιο ομοιόμορφου πάχους τοιχώματος και ομαλότερων μεταβάσεων.
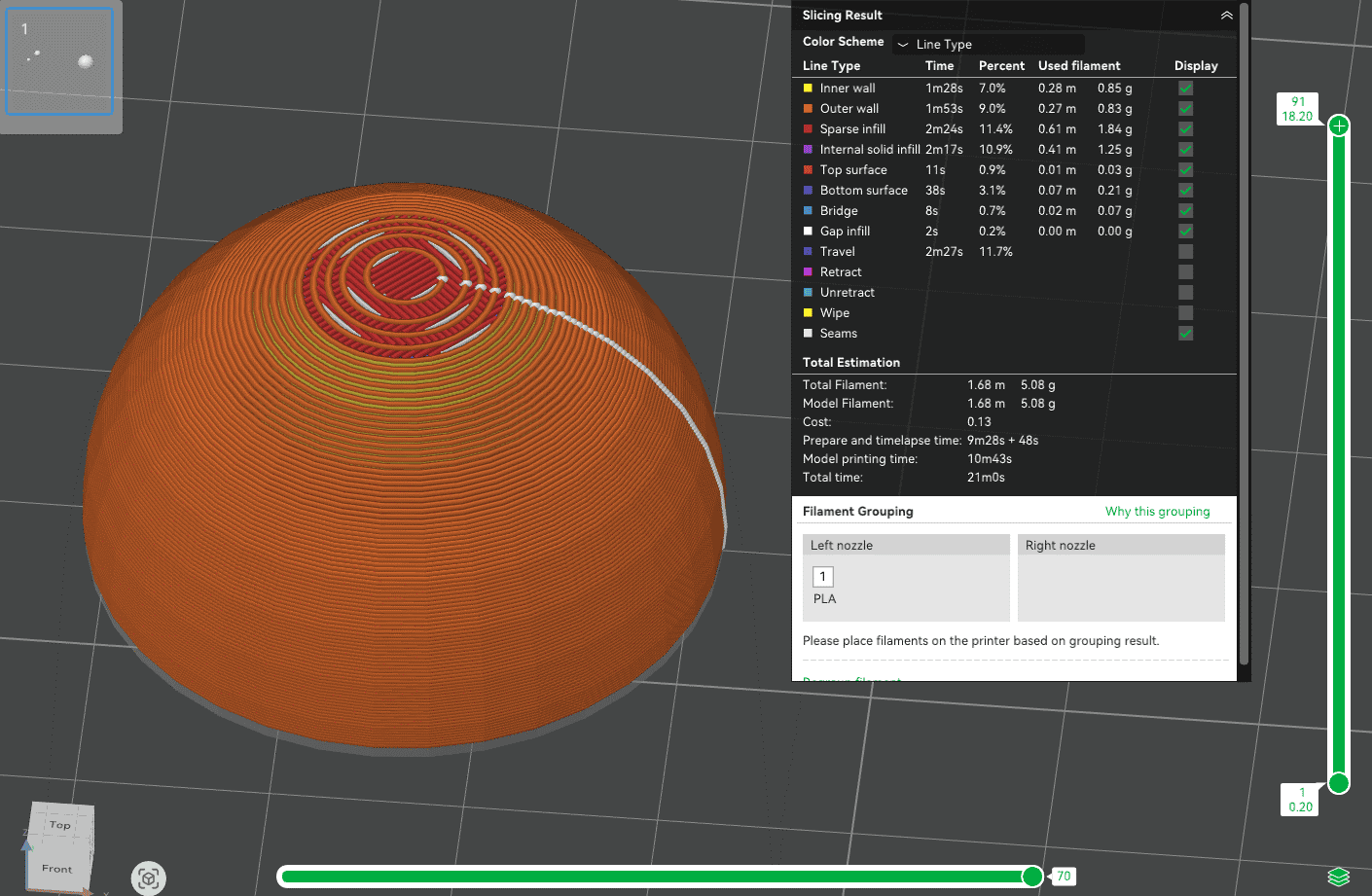
Παράλληλα, στο tab Strength, αλλάξτε το Top Surface Pattern από Monotonic Lines σε Concentric για πιο ομοιόμορφο μοτίβο που ακολουθεί τα περιγράμματα του μοντέλου.
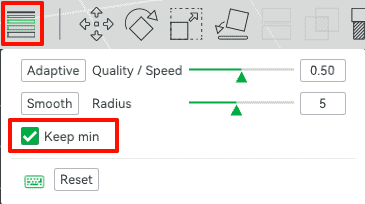
Αν οι γραμμές στρώσεων παραμένουν έντονες, χρησιμοποιήστε το Variable Layer Height: κλικ στο εικονίδιο στην επάνω μπάρα, Adaptive για αυτόματο υπολογισμό και μετά Smooth ή χειροκίνητη έλξη καμπύλης για ραφινάρισμα.
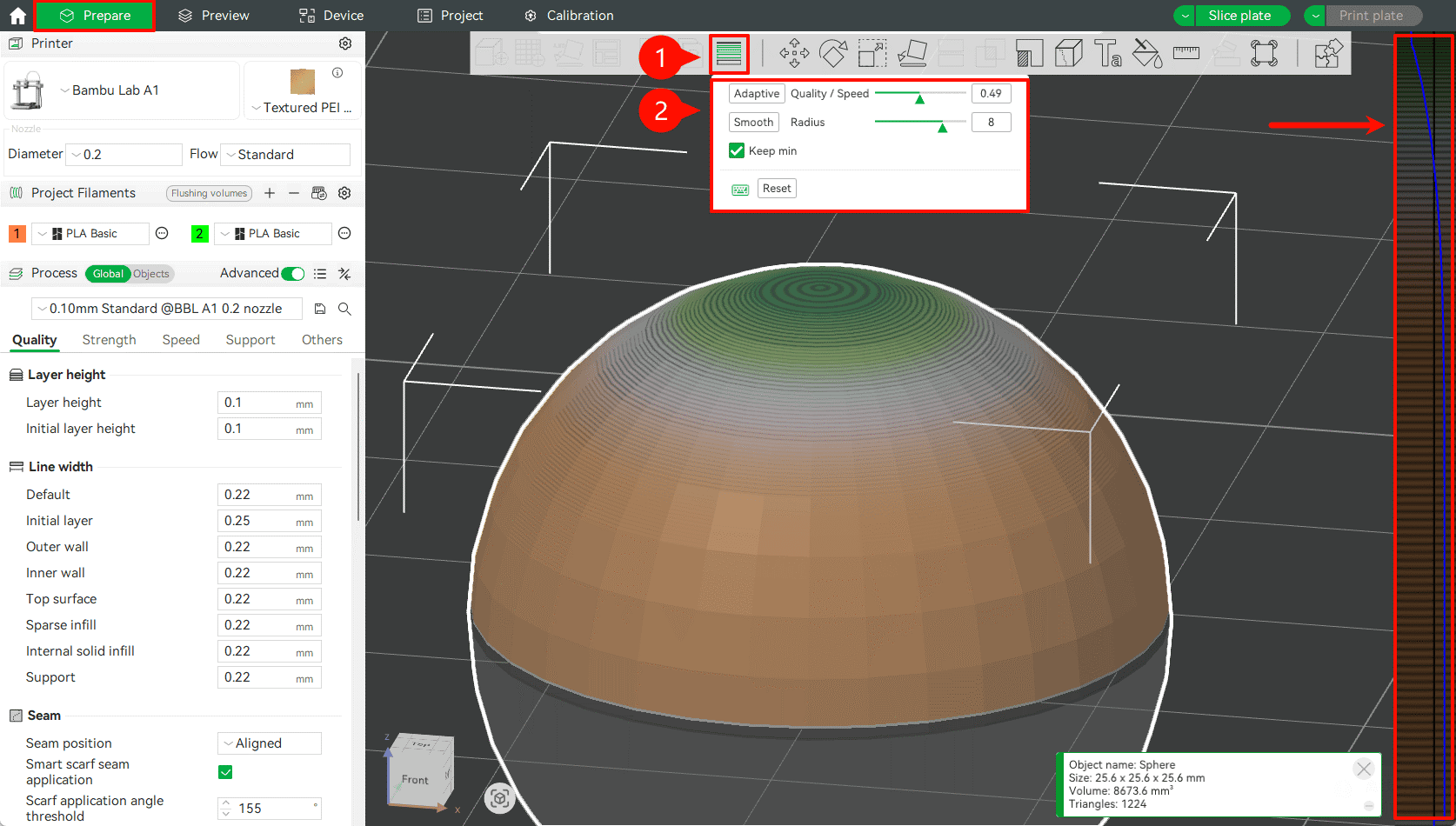
Στην καμπύλη ύψους–layer height, οι λεπτομερείς περιοχές (π.χ. κορυφή) παίρνουν μικρότερα layer heights, ενώ οι επίπεδες/κάθετες περιοχές χαμηλά παίρνουν μεγαλύτερα, ισορροπώντας ποιότητα–απόδοση.
Το Smooth δημιουργεί πιο ομαλές μεταβάσεις. Η ακτίνα είναι το πλάτος φίλτρου (Gaussian): μεγαλύτερη ακτίνα → πιο ομαλή καμπύλη. Μπορείτε να κάνετε πολλαπλά κλικ για ισχυρότερο αποτέλεσμα.
Με Keep Min ενεργό, το ελάχιστο layer height (πράσινο) διατηρείται.
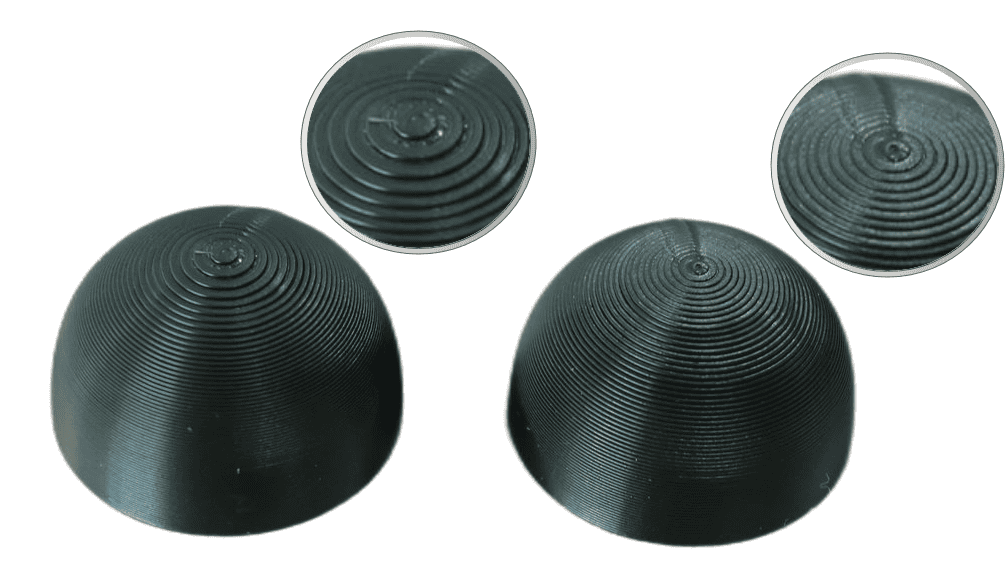
Μετά το slicing, η κορυφή του βελτιστοποιημένου μοντέλου φαίνεται πολύ πιο ομαλή, με το stair-stepping να έχει ουσιαστικά εξαλειφθεί. Σε δοκιμαστική εκτύπωση, το φαινόμενο μειώνεται αισθητά.
❗ Σημείωση:
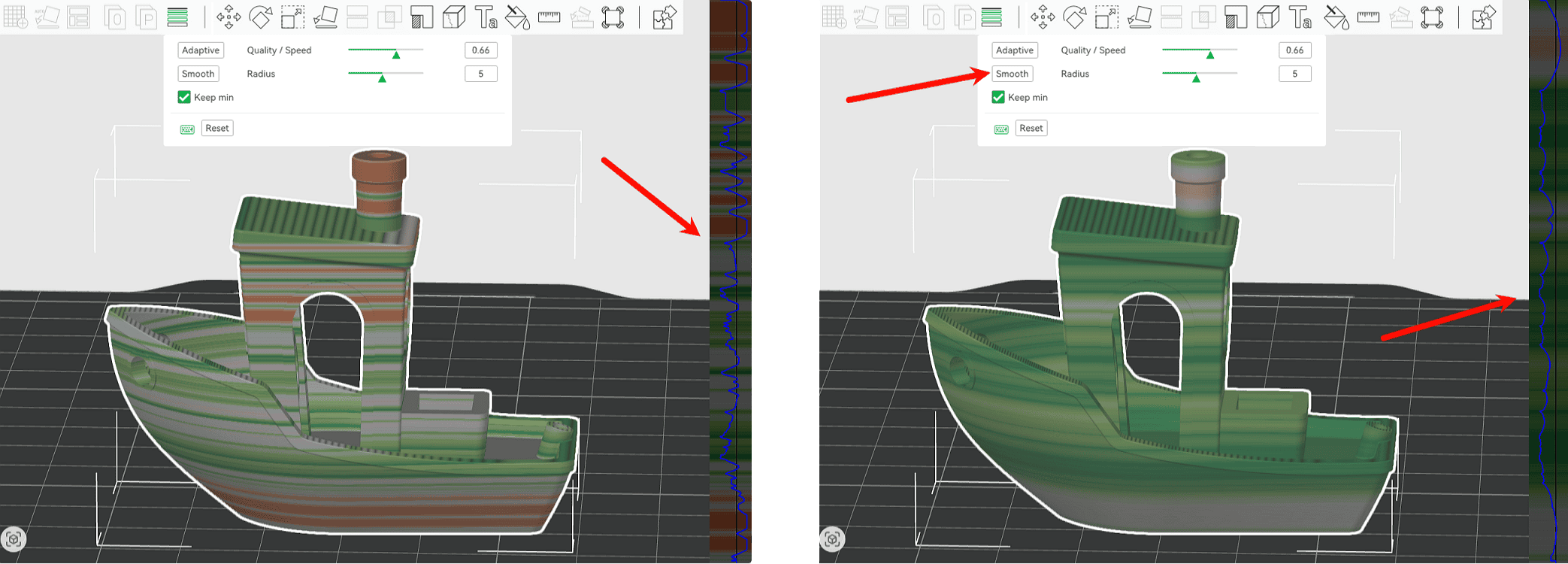
Με το Variable Layer Height, αποφύγετε απότομες αλλαγές στην καμπύλη. Απότομες μεταβάσεις αφήνουν ορατά σημάδια/ζώνες. Στο αριστερό παράδειγμα (απότομη καμπύλη) εμφανίζονται ατέλειες· στο δεξί (ομαλή καμπύλη) η επιφάνεια είναι καθαρότερη.
Στρατηγικές Βελτιστοποίησης για Εκτύπωση Πολλαπλών Μοντέλων
Πυκνή Τοποθέτηση (Dense Placement)
Τοποθετήστε πολλά μοντέλα όσο πιο κοντά γίνεται, κατά προτίμηση μπροστά στην πλάκα. Μειώνει χρόνους/αποστάσεις μετακίνησης του ακροφυσίου, βελτιώνει αποδοτικότητα και μειώνει oozing/stringing.
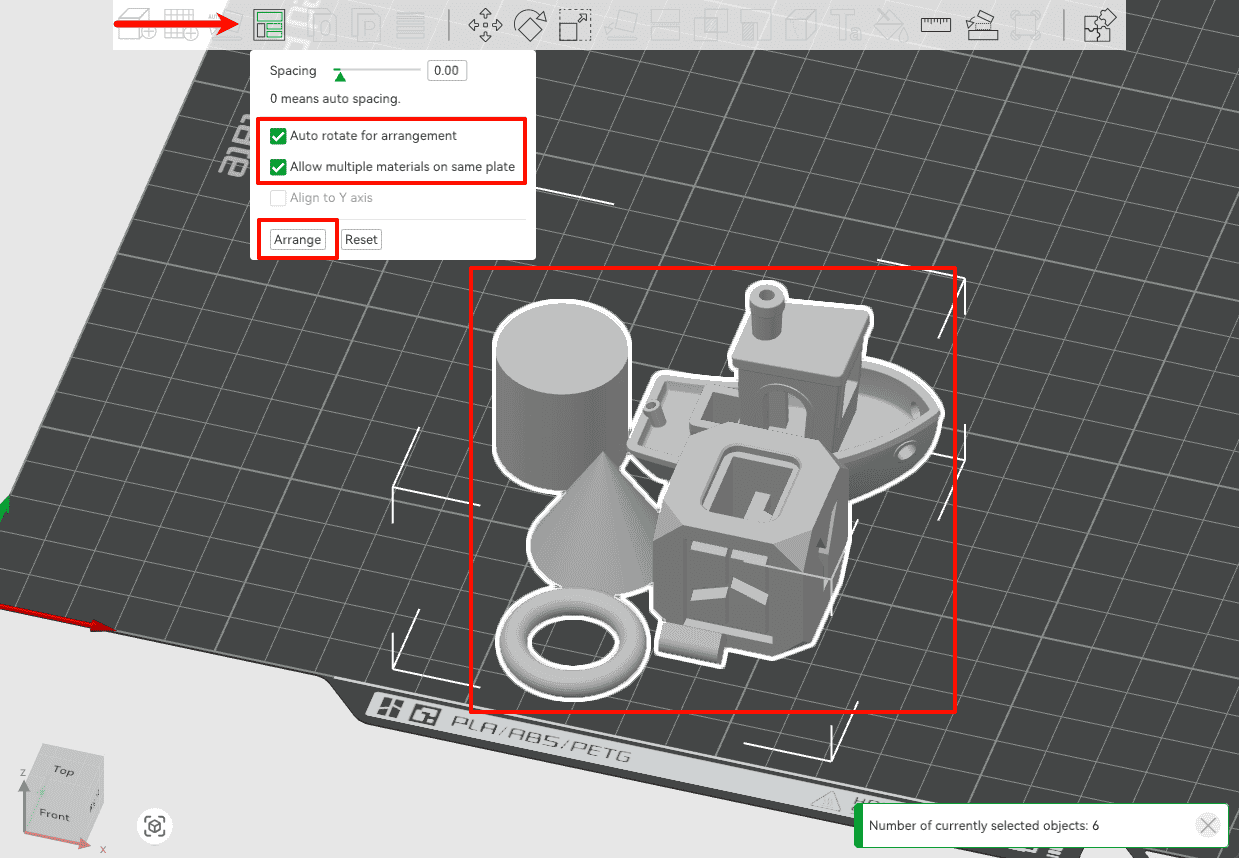
Η κοντινή διάταξη μειώνει τις άσκοπες κινήσεις και εξασφαλίζει πιο ομαλές/γρήγορες μεταβάσεις.
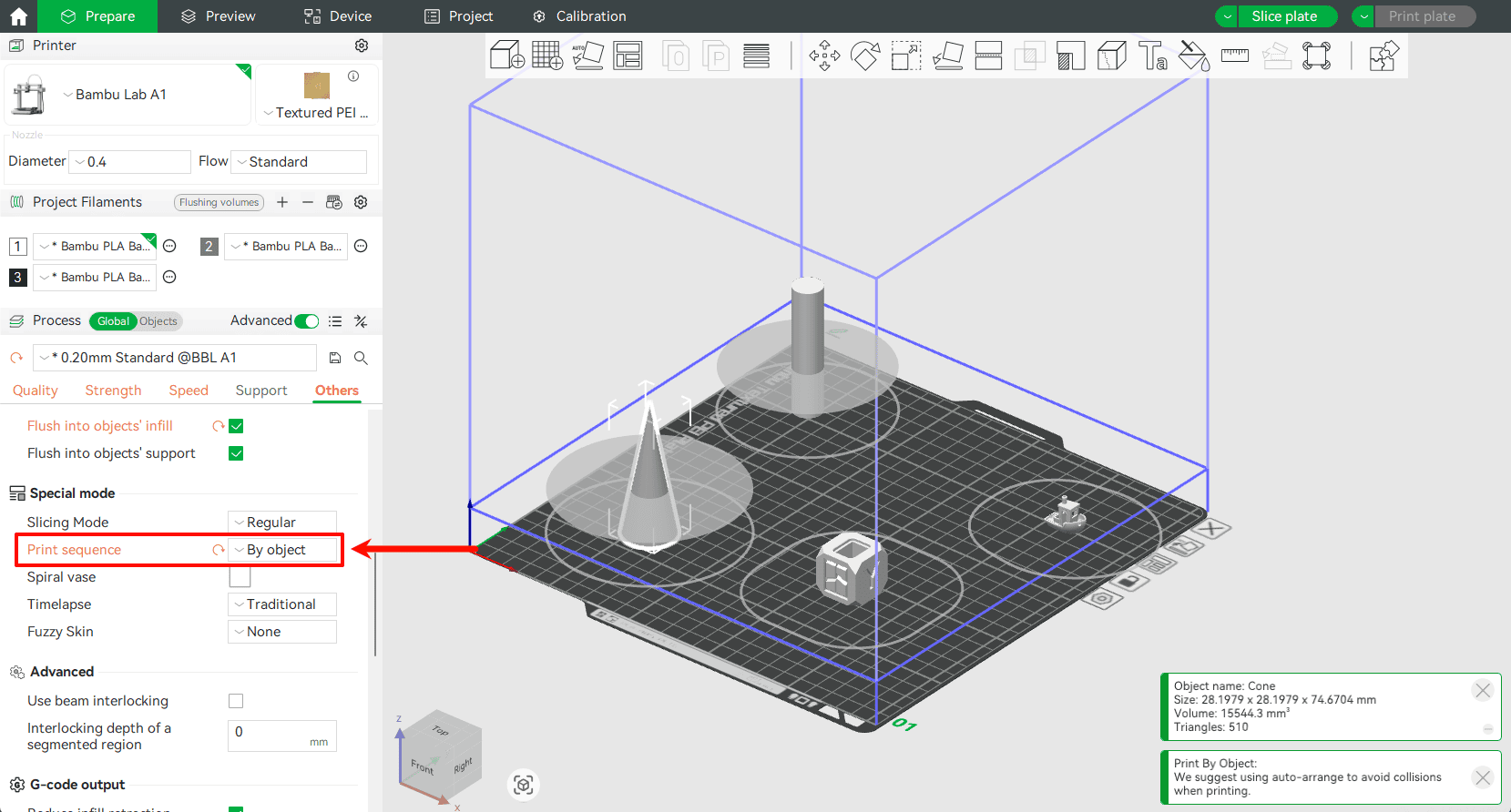
Διαδοχική Εκτύπωση (Sequential Printing)
Για ψηλά μοντέλα ή όταν απαιτείται υψηλή ποιότητα ανά κομμάτι, χρησιμοποιήστε “Print sequence by object”: ο εκτυπωτής ολοκληρώνει ένα μοντέλο πριν περάσει στο επόμενο.
Μειώνει μετακινήσεις/stringing, αποτρέπει αλληλεπιδράσεις μεταξύ μοντέλων (π.χ. αν αποκολληθεί ένα, δεν επηρεάζει τα υπόλοιπα).
Περιορισμοί: πρέπει να εξασφαλίζεται αποφυγή σύγκρουσης του κεφαλιού με ήδη εκτυπωμένα αντικείμενα — απαιτούνται επαρκή clearances. Το λογισμικό προειδοποιεί αν δεν πληρούνται.
Κατάλληλο για μικρές παρτίδες ψηλών/στενών μοντέλων ή όταν απαιτείται μέγιστη ποιότητα/αξιοπιστία ανά αντικείμενο.
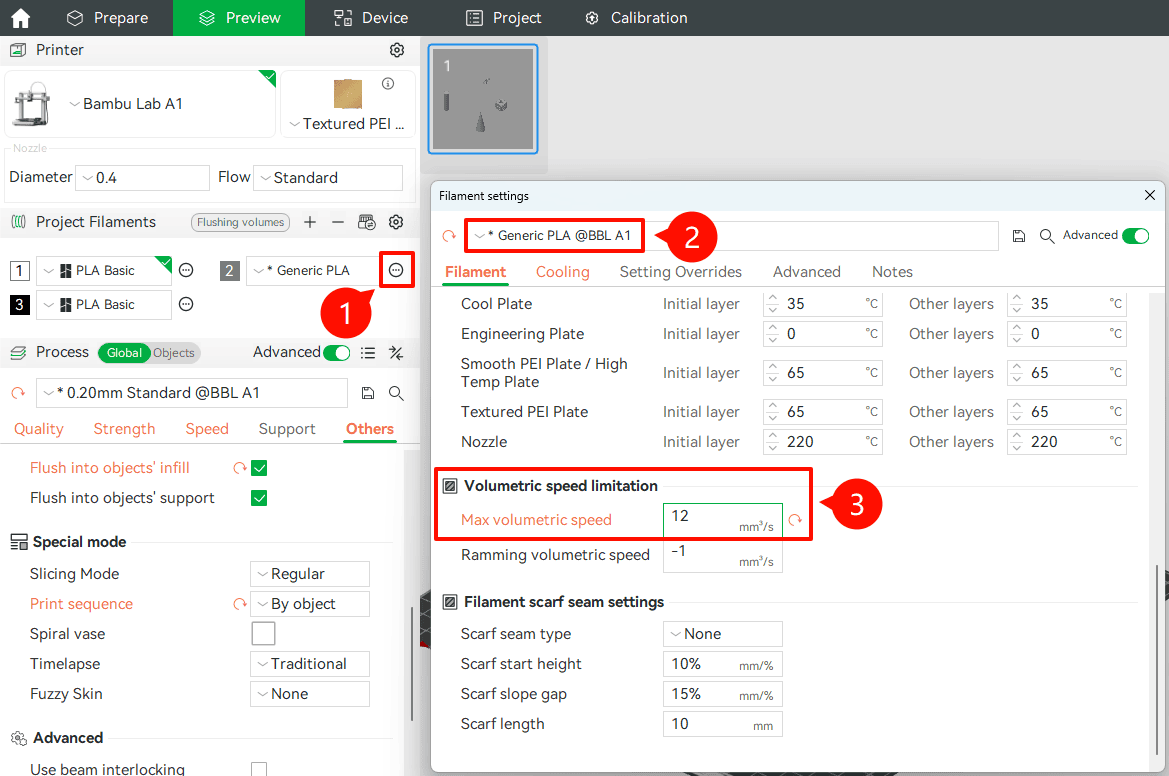
Εκτύπωση με Γενικά Presets (Generic)
Η χρήση Generic υλικών (Generic PLA, PETG κ.λπ.) είναι συχνά ασφαλές ξεκίνημα για aftermarket νήματα. Αυτά τα presets έχουν ευρύτερη συμβατότητα και πιο συντηρητικές ρυθμίσεις (π.χ. χαμηλότερες ταχύτητες, περισσότερη ψύξη), διευκολύνοντας ποιοτικά αποτελέσματα με άγνωστα υλικά.
🧱 Δομική Ακεραιότητα (Structural Integrity)
Για εξαρτήματα που φέρουν φορτία, έχουν λειτουργικό ρόλο ή απαιτούν αντοχή, δώστε έμφαση στις παρακάτω ρυθμίσεις:
Ενισχυμένα Προφίλ Εκτύπωσης
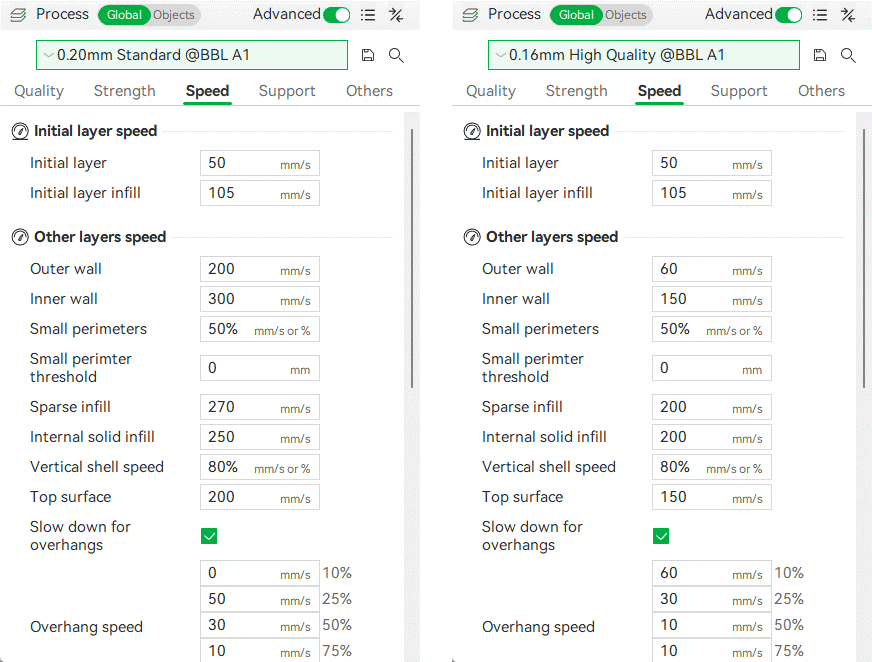
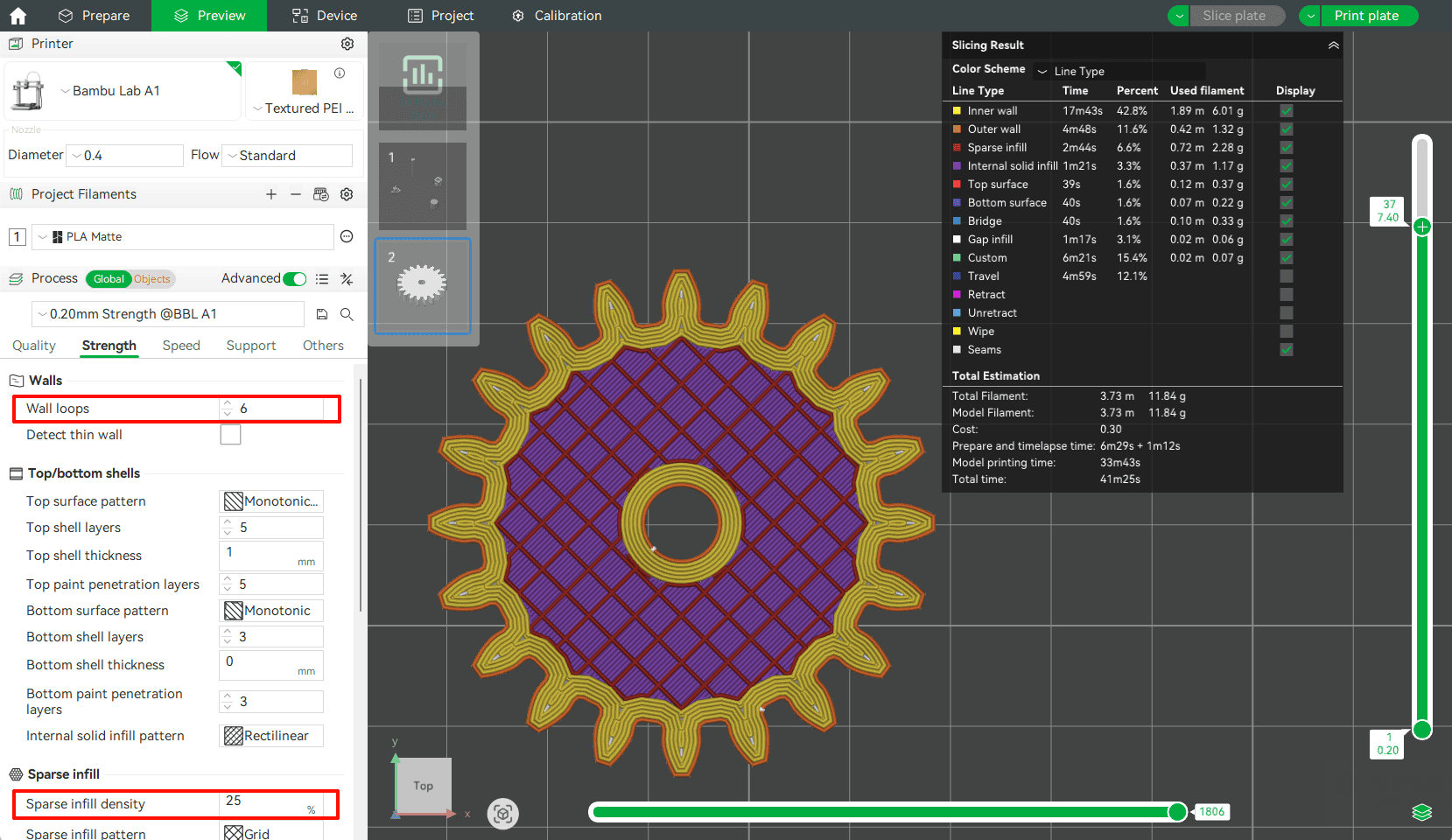
Στο Process επιλέξτε presets βελτιστοποιημένα για αντοχή, π.χ. 0.20 mm Strength.
Αυξάνουν αυτόματα το πλήθος περιμέτρων (walls/perimeters) και το infill%, και συχνά μειώνουν λίγο την ταχύτητα τοίχων για καλύτερη συγκόλληση στρώσεων — βελτιώνοντας την αντοχή και την αξιοπιστία.
Οι περίμετροι αποτελούν την κύρια ασπίδα σε κρούση/τάση/κάμψη. Η αύξησή τους ενισχύει σκληρότητα και αντοχή σε κρούση. Το infill προσφέρει εσωτερική στήριξη για συμπίεση/στρέψη: υψηλότερη πυκνότητα → ισχυρότερο κομμάτι.
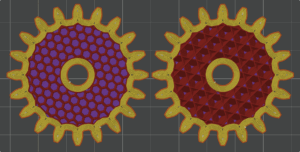
Επιλογή Κατάλληλου Infill Pattern
Σχήματα όπως Honeycomb, Cubic, Gyroid προσφέρουν καλή ομοιομορφία/πολυκατευθυντική αντοχή—κατάλληλα για φορτιζόμενα ή μηχανικώς καταπονούμενα μέρη.
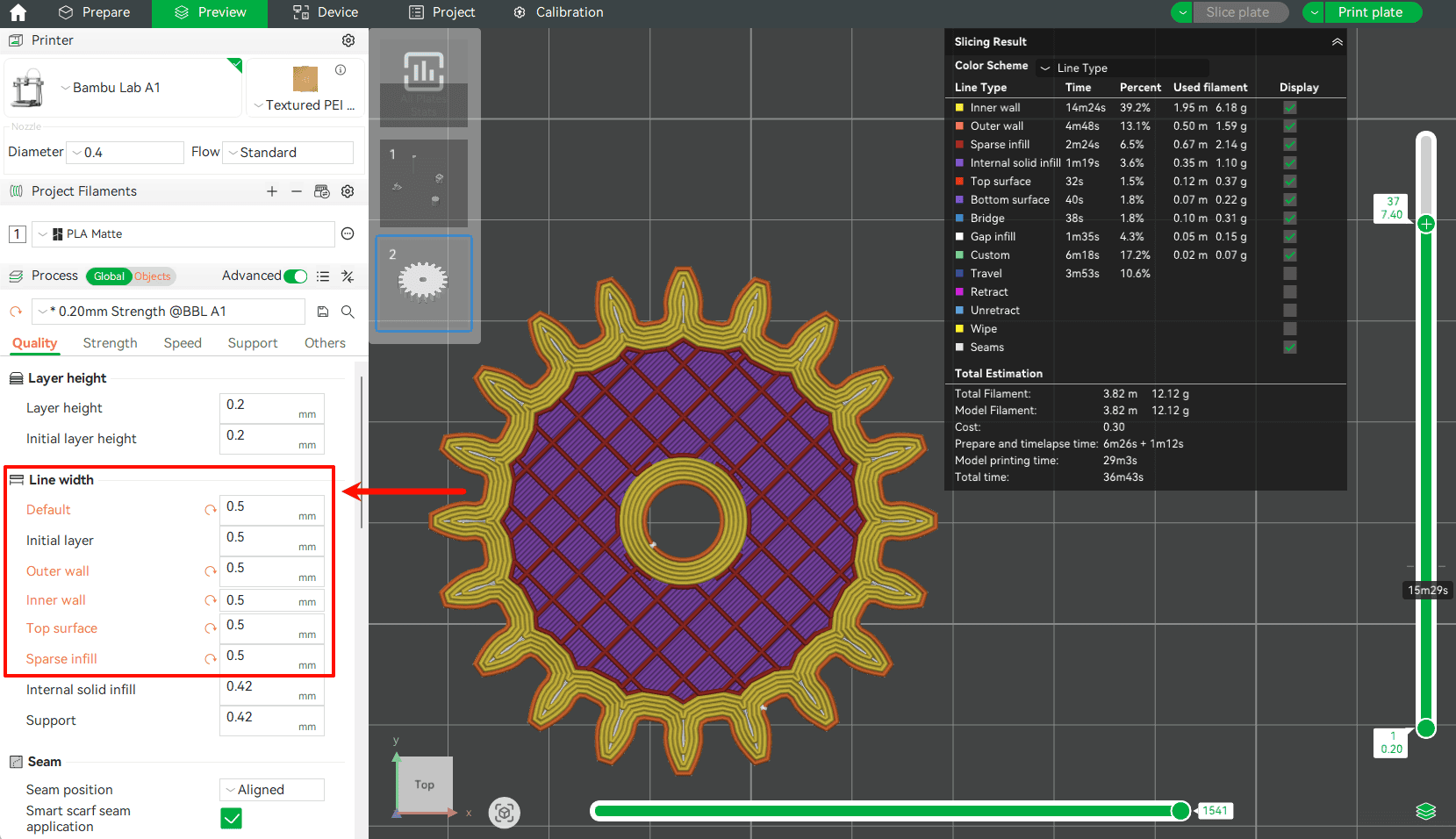
Ρύθμιση Line Width
Η αύξηση του line width (π.χ. με ακροφύσιο 0.4 mm, θέστε 0.5 mm για infill/inner walls) βελτιώνει τη συγκόλληση γραμμών και τη συνολική αντοχή.
Βελτιστοποίηση Προσανατολισμού Μοντέλου
Τα αντικείμενα χτίζονται στρώση-στρώση, και οι δεσμοί μεταξύ στρώσεων (Ζ) είναι συνήθως ασθενέστεροι από τη συνοχή εντός στρώσης (XY) — φαινόμενο ανισοτροπίας.
Για μέγιστη αντοχή, προσανατολίστε το μοντέλο ώστε οι στρώσεις να «πλέουν» εγκάρσια στις κύριες κατευθύνσεις φόρτισης. Με απλά λόγια, τοποθετήστε τα φορτιζόμενα τμήματα επίπεδα στην πλάκα ώστε η φόρτιση να δρα κατά μήκος των στρώσεων.
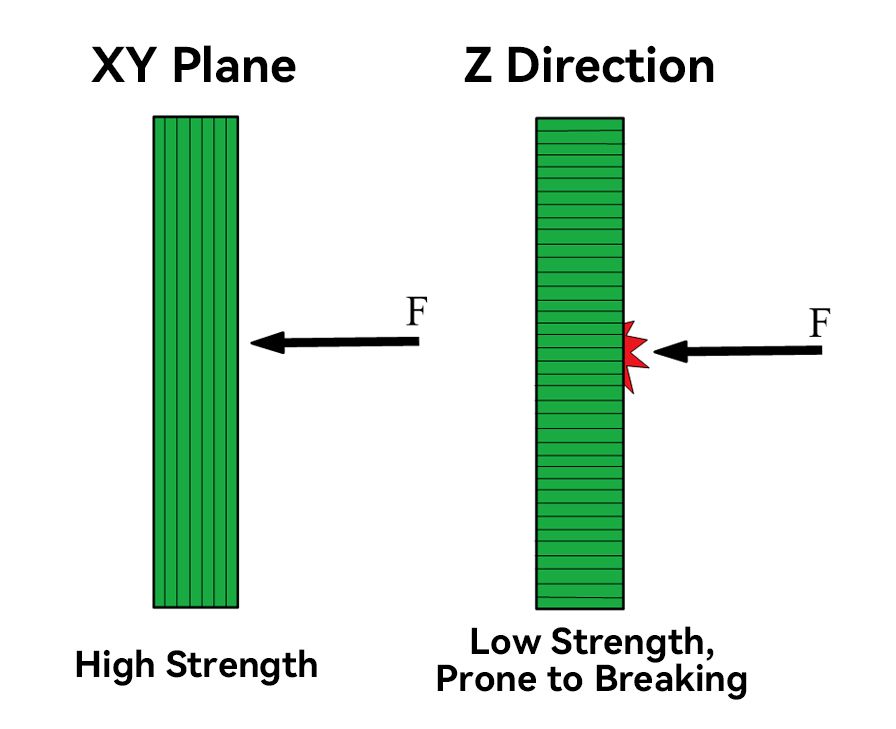
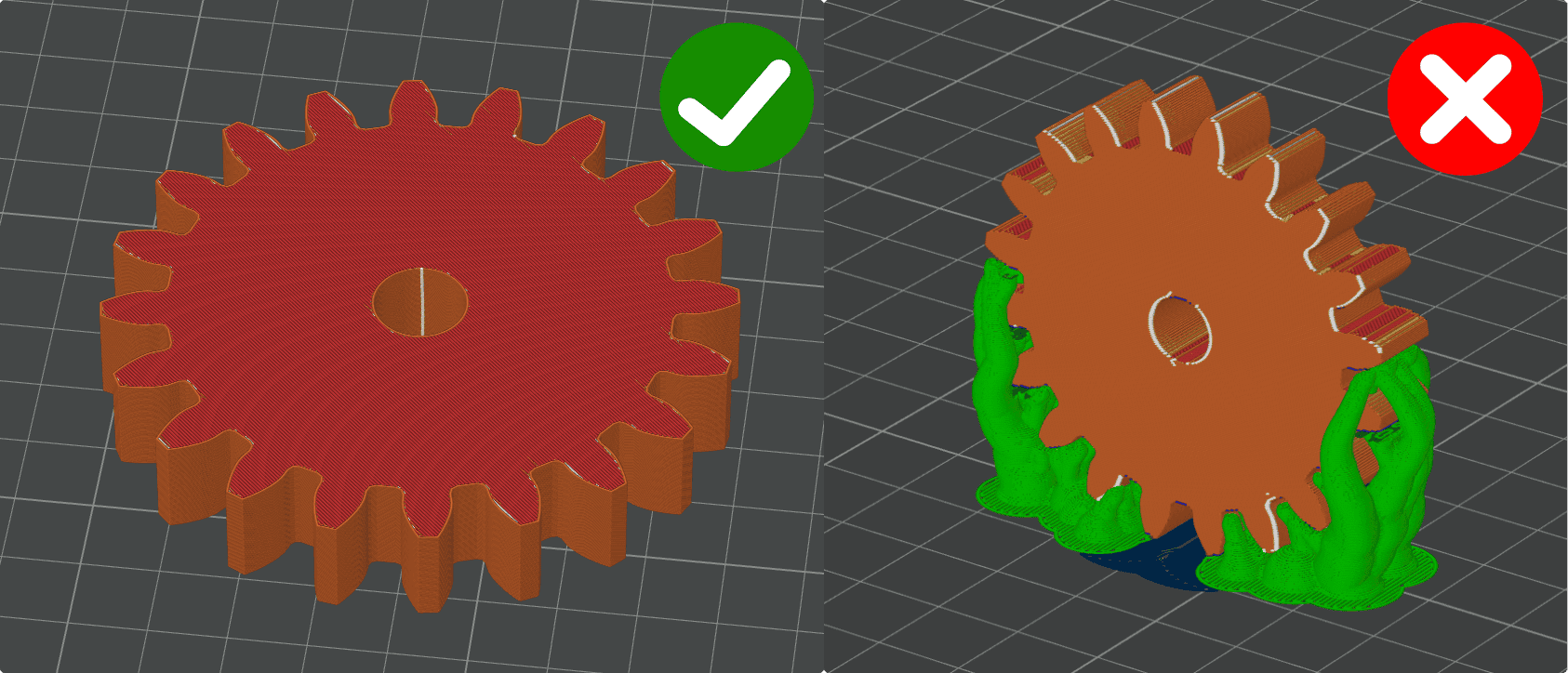
Παράδειγμα: Το γρανάζι εκτυπώνεται καλύτερα ξαπλωτό ώστε οι δυνάμεις λειτουργίας να δρουν κατά μήκος, όχι «ξεκολλώντας» στρώσεις κάθετα.
⚡ Υψηλή Αποδοτικότητα Εκτύπωσης (High Printing Efficiency)
Για πρωτοτυποποίηση, γρήγορες επαναλήψεις ή μαζική παραγωγή, ο στόχος είναι η ελαχιστοποίηση χρόνου:
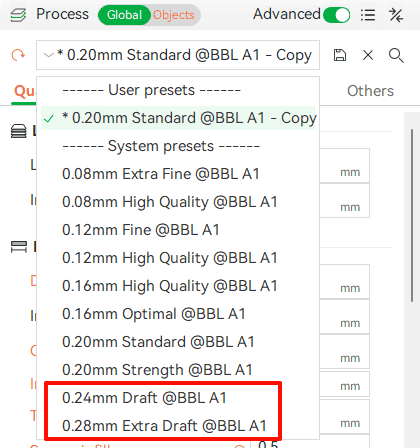
Μεγαλύτερο Layer Height
Επιλέξτε “0.24 mm Draft” ή “0.28 mm Extra Draft” στο Process. Μεγάλο layer height → λιγότερες στρώσεις → ταχύτερη εκτύπωση.
Προσοχή στα volumetric speed limits. Δοκιμάστε 0.20–0.24 mm για ισορροπία.
Μείωση Πυκνότητας Infill ή Γρήγορα Patterns
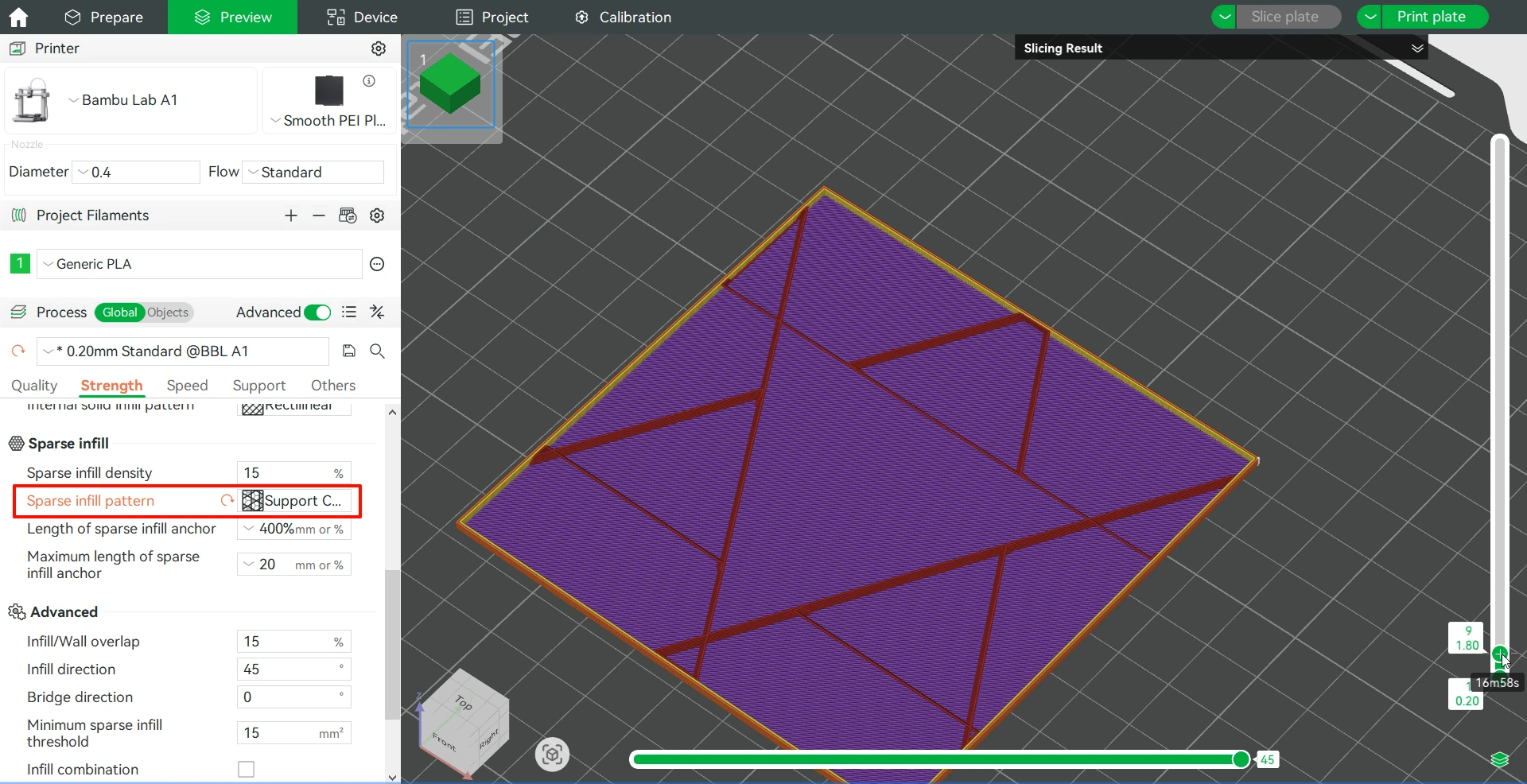
Μειώστε infill σε 5–10% ή επιλέξτε γρήγορα patterns όπως Support Cubic ή Line.
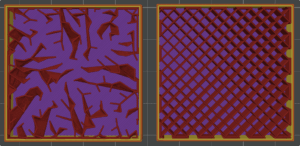
Το Support Cubic χρησιμοποιεί βαθμωτή πυκνότητα: ελάχιστο κάτω, αυξανόμενο προς τα πάνω — επαρκής στήριξη για top layers με εξοικονόμηση υλικού/χρόνου.
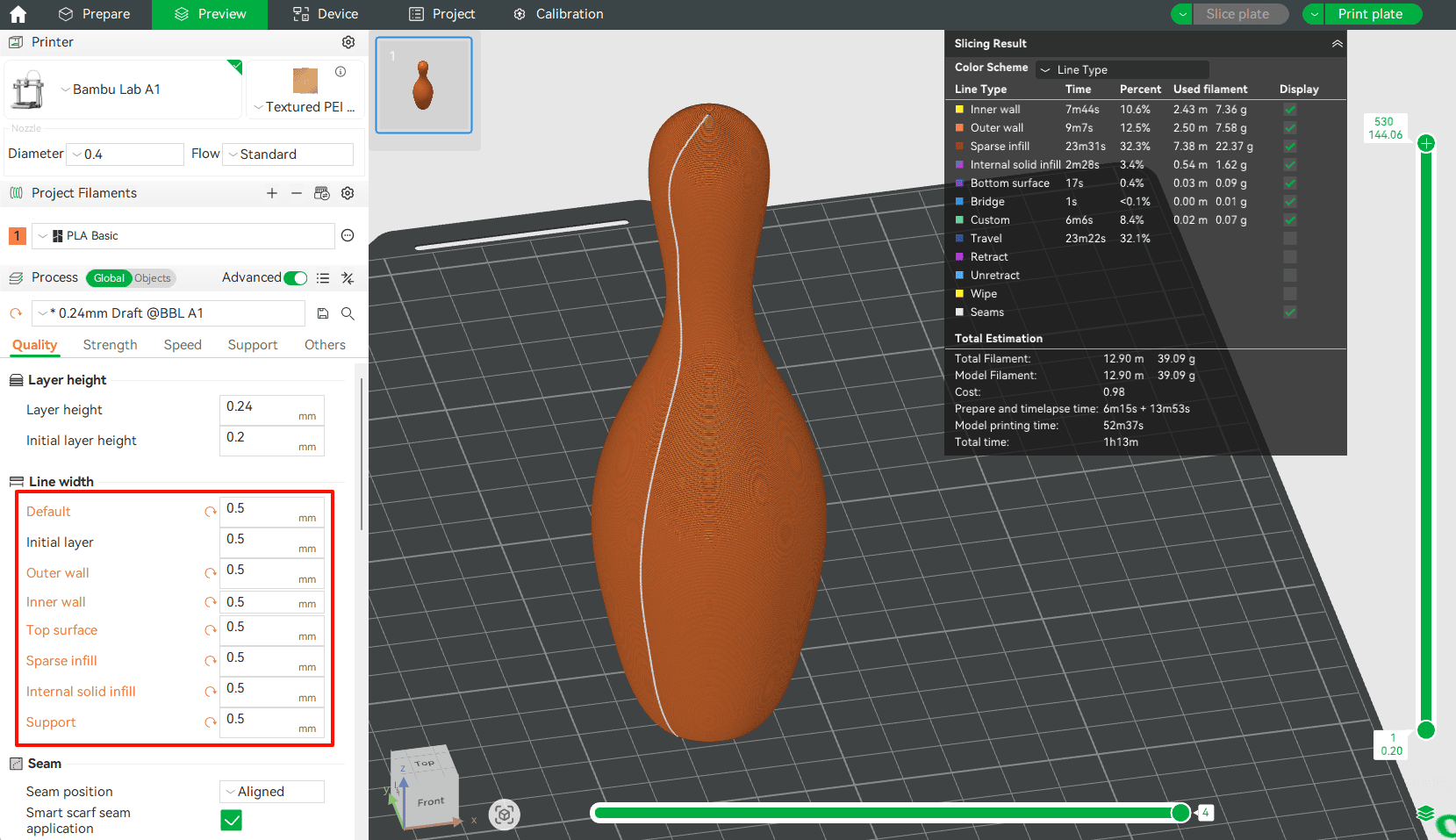
Ρύθμιση Line Width για Ταχύτερο Χτίσιμο
Αυξάνοντας μέτρια το line width (εντός ορίων του ακροφυσίου), μειώνονται τα περάσματα σε infill/inner walls και επιταχύνεται η εκτύπωση μεγάλων συμπαγών περιοχών. Π.χ. με 0.4 mm nozzle, δοκιμάστε ~0.5 mm για το infill.
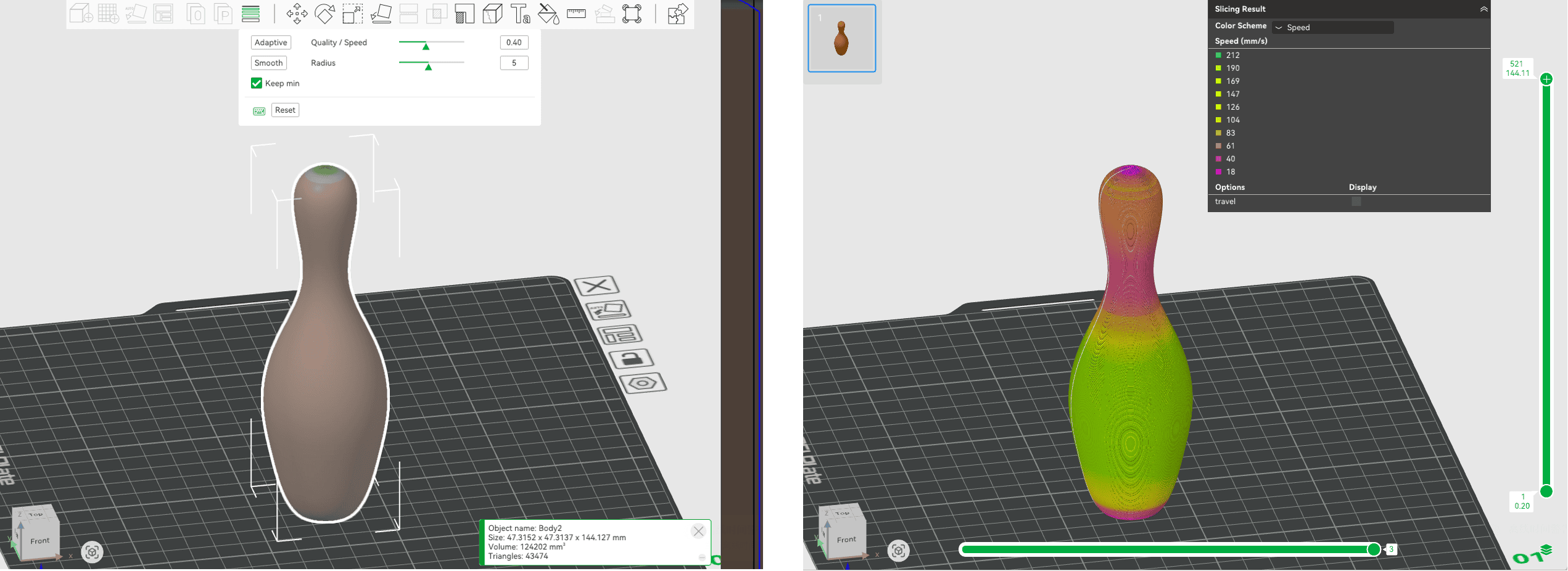
Variable Layer Height
- Μεγαλύτερα layer heights σε περιοχές με χαμηλή λεπτομέρεια/ήπιες καμπύλες (π.χ. κάτω μισό, κάθετοι τοίχοι).
- Μικρότερα layer heights σε λεπτομερείς/αιχμηρές/σύνθετες περιοχές (π.χ. επάνω καμπύλες).
Παράδειγμα: Σε «αξινάρι» bowling, κάτω/μεσαία τμήματα με ήπιες καμπύλες εκτυπώνονται γρήγορα με μεγάλα layer heights, ενώ το επάνω καμπύλο τμήμα με μικρά για ομαλές μεταβάσεις.
Ρύθμιση Θέσης Ραφής (SeamPosition)
Επηρεάζει εμφάνιση και αποδοτικότητα. Με “Nearest”, ο slicer ξεκινά τη ραφή στο κοντινότερο σημείο, ελαχιστοποιώντας τις μετακινήσεις — μειώνεται ο χρόνος και το oozing.
Μειονέκτημα: πιθανά μικρά σημάδια/κουκκίδες στην επιφάνεια, ανάλογα με το αντικείμενο.
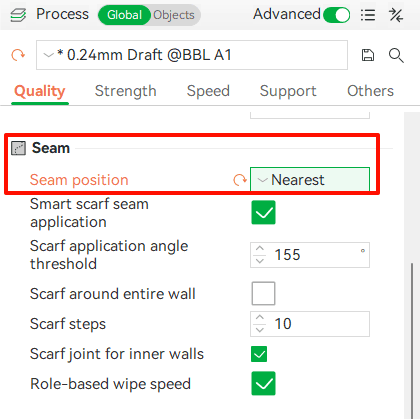
Επιλέγοντας κοντινότερες διαδρομές από το τέλος μιας στρώσης στην αρχή της επόμενης, μειώνεται σταδιακά ο συνολικός χρόνος και βελτιώνεται η επιφάνεια.
Ανακαλύψτε όλα τα τελευταία προϊόντα της Bambu Lab στο e-shop μας!
👇Μην ξεχάσετε να εγγραφείτε στο Newsletter μας για να λαμβάνετε προσφορές, νέα, άρθρα και ενδιαφέρον υλικό για 3D printing!👇
Σχετικά νέα
Πώς μια 3D φιγούρα έφερε μια γλυκιά συγκίνηση σε έναν [...]
BioElectroCathode Το BioElectroCathode είναι ένα καινοτόμο έργο που στοχεύει στην [...]
Υψηλή Συμμετοχή και Μεγάλο Ενδιαφέρον στο Διήμερο Σεμινάριο 3D Εκτύπωσης [...]
Bambu Lab Studio: Εισαγωγικός Οδηγός 🔧 Αρχικές Ρυθμίσεις Slicer & [...]


